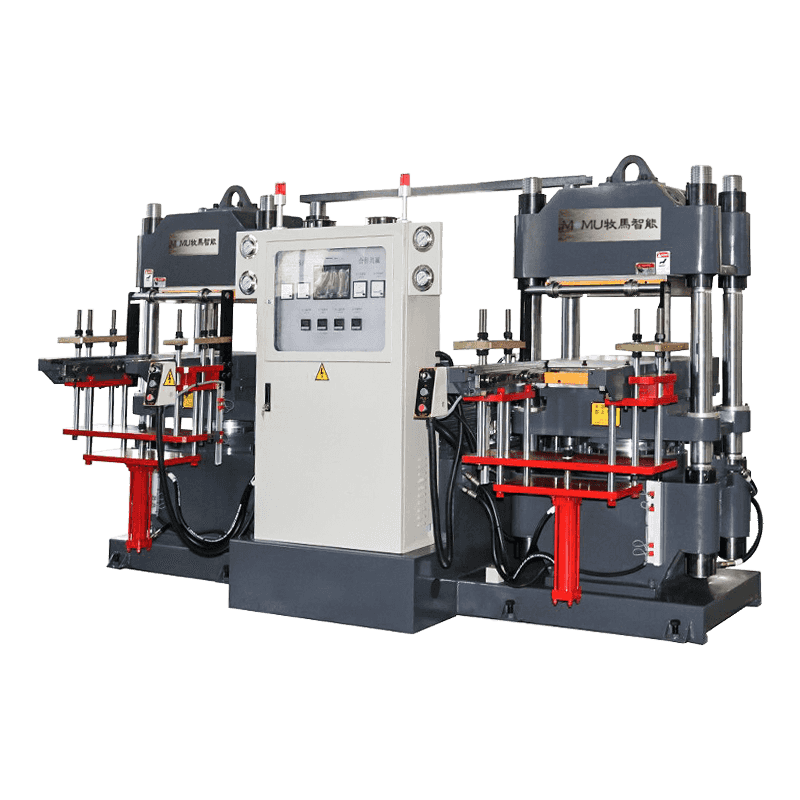
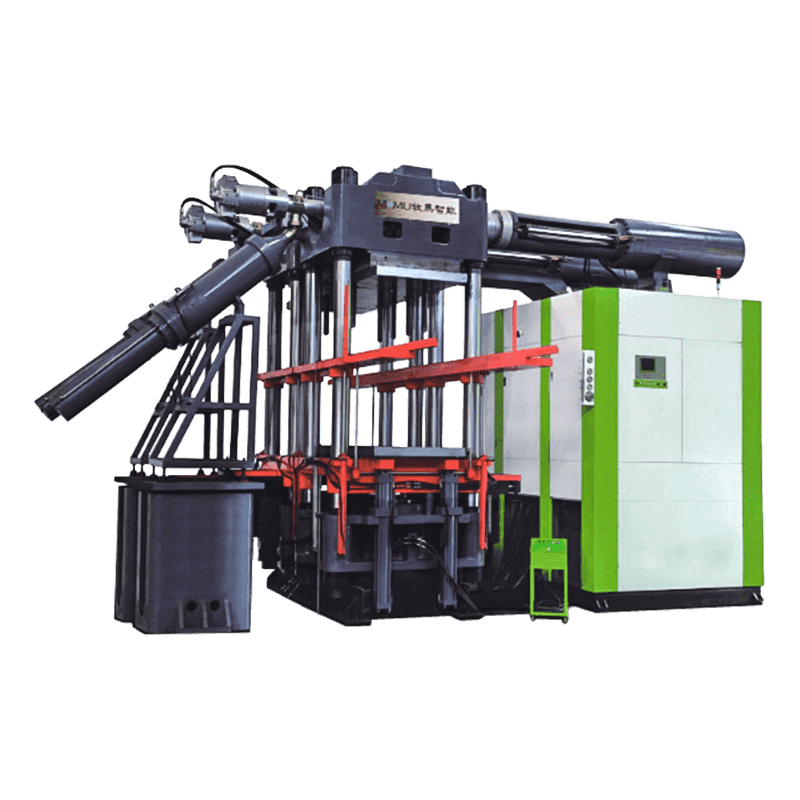
Máy ép phun LSR là gì?
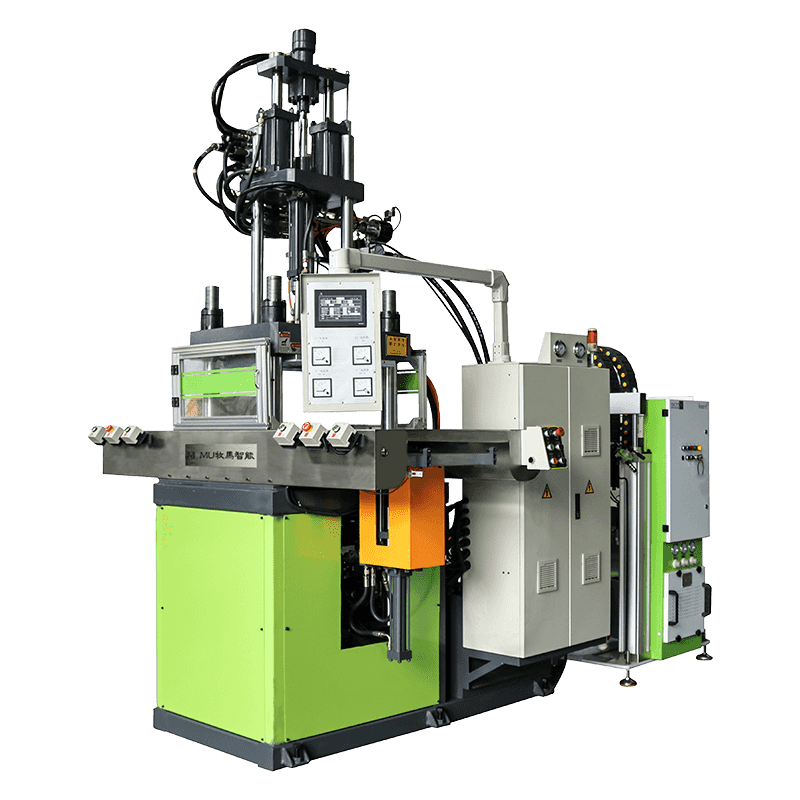
Một Máy ép phun LSR là một hệ thống sản xuất chuyên dụng được thiết kế để xử lý cao su silicon lỏng (LSR) thành các bộ phận được đúc chính xác thông qua chu trình phun tự động, khép kín. Không giống như ép phun nhựa nhiệt dẻo, làm tan chảy các viên rắn và bơm chúng vào khuôn đã nguội, đúc LSR hoạt động ngược lại: silicone lỏng hai thành phần được giữ lạnh trong quá trình phun và sau đó được xử lý bên trong khuôn được nung nóng thông qua phản ứng lưu hóa được xúc tác bằng bạch kim. Sự khác biệt cơ bản về đặc tính vật liệu này thúc đẩy hầu hết mọi quyết định thiết kế trong máy móc dành riêng cho LSR - từ thùng và hệ thống đo lường được kiểm soát nhiệt độ đến bộ phận kẹp và kết cấu khuôn.
Máy LSR được sử dụng trong nhiều ngành công nghiệp đòi hỏi sự kết hợp giữa tính linh hoạt, độ ổn định nhiệt, khả năng tương thích sinh học và khả năng kháng hóa chất của silicone. Thiết bị y tế, sản phẩm dành cho trẻ sơ sinh, phớt ô tô, linh kiện điện tử tiêu dùng và màng công nghiệp là một trong những ứng dụng phổ biến nhất. Hiểu nguyên tắc làm việc của máy, các hệ thống con chính và tiêu chí lựa chọn là điều cần thiết để các kỹ sư và chuyên gia mua sắm đánh giá khả năng sản xuất LSR.
Quá trình ép phun LSR hoạt động như thế nào: Quy trình cốt lõi
LSR được cung cấp dưới dạng hệ thống gồm hai phần: Thành phần A chứa chất xúc tác polyme bazơ và bạch kim, trong khi Thành phần B chứa chất liên kết ngang và chất ức chế. Hai thành phần này được lưu trữ trong các thùng riêng biệt và được cấp qua bộ phận đo và trộn - thường là máy trộn tĩnh - kết hợp chúng theo tỷ lệ chính xác 1:1 theo thể tích. Việc duy trì độ chính xác của tỷ lệ chính xác là rất quan trọng vì bất kỳ sai lệch nào cũng làm thay đổi hóa học đóng rắn và tạo ra các bộ phận có độ cứng không nhất quán, xử lý không hoàn toàn hoặc độ bám dính bề mặt.
Sau khi trộn, LSR kết hợp được bơm vào khuôn đã được làm nóng - thường được duy trì ở nhiệt độ từ 160°C đến 220°C - trong đó chất xúc tác bạch kim tạo ra liên kết ngang nhanh chóng. Thời gian xử lý phụ thuộc vào hình dạng bộ phận, độ dày thành và nhiệt độ khuôn, nhưng hầu hết các chu trình sản xuất đều dao động từ vài giây đối với các bộ phận có thành mỏng đến vài phút đối với các bộ phận dày hơn. Bởi vì silicone đã lưu hóa sẽ co lại một chút khi nó liên kết ngang, nên thiết kế khuôn phải tính đến sự thay đổi kích thước này để giữ được dung sai chặt chẽ ở phần hoàn thiện.
Bản thân bộ phận phun phải được làm mát - thường được làm mát bằng nước đến khoảng 10–15°C - để ngăn chặn quá trình đóng rắn sớm trong thùng trước khi bắn tới khuôn. Hệ thống đường dẫn nguội này, thường được mở rộng sang dạng hình học của đường dẫn và đường dẫn bên trong khuôn, giảm thiểu lãng phí vật liệu bằng cách giữ LSR ở trạng thái lỏng chưa được xử lý cho đến cổng, sau đó cho phép chênh lệch nhiệt giữa đường dẫn nguội và khoang khuôn nóng để kích hoạt quá trình xử lý chính xác ở những nơi cần thiết.
Các hệ thống con chính của máy ép phun LSR
Đơn vị đo lường và định lượng
Bộ đo lường là hệ thống con quan trọng nhất duy nhất đối với việc xử lý LSR. Nó lấy hai thành phần LSR từ trống điều áp bằng cách sử dụng bơm piston điều khiển bằng khí nén hoặc servo, duy trì tỷ lệ thể tích chính xác trong suốt quá trình bắn và đưa vật liệu hỗn hợp đến bộ phận phun mà không cần đưa không khí vào. Hệ thống đo lường cao cấp đạt được độ chính xác về tỷ lệ trong phạm vi ±0,5% trong suốt quá trình sản xuất và bao gồm các cảm biến giám sát liên tục sẽ kích hoạt cảnh báo nếu tỷ lệ sai lệch vượt quá dung sai đã đặt. Máy trộn tĩnh — một bộ phận xoắn ốc thụ động mà qua đó cả hai thành phần được cấp liệu — đạt được sự trộn đồng nhất mà không cần các bộ phận chuyển động, giảm yêu cầu bảo trì so với các phương án trộn động.

Đơn vị tiêm
Bộ phận phun cho LSR khác với bộ phận nhựa nhiệt dẻo ở một số điểm quan trọng. Hình dạng trục vít sử dụng độ sâu bay nông và tỷ lệ nén thấp để tránh tạo ra nhiệt ma sát có thể làm cứng vật liệu trong thùng sớm. Toàn bộ thùng được bọc bằng mạch làm mát bằng nước. Tốc độ và áp suất phun được điều khiển bằng servo để đảm bảo đặc tính đổ đầy nhất quán trong mỗi lần phun và bộ phận phun thường hoạt động ở áp suất thấp hơn đáng kể so với hệ thống nhựa nhiệt dẻo - thường là từ 500 đến 1.500 bar - vì độ nhớt thấp của LSR cần ít lực hơn để lấp đầy khoang khuôn.
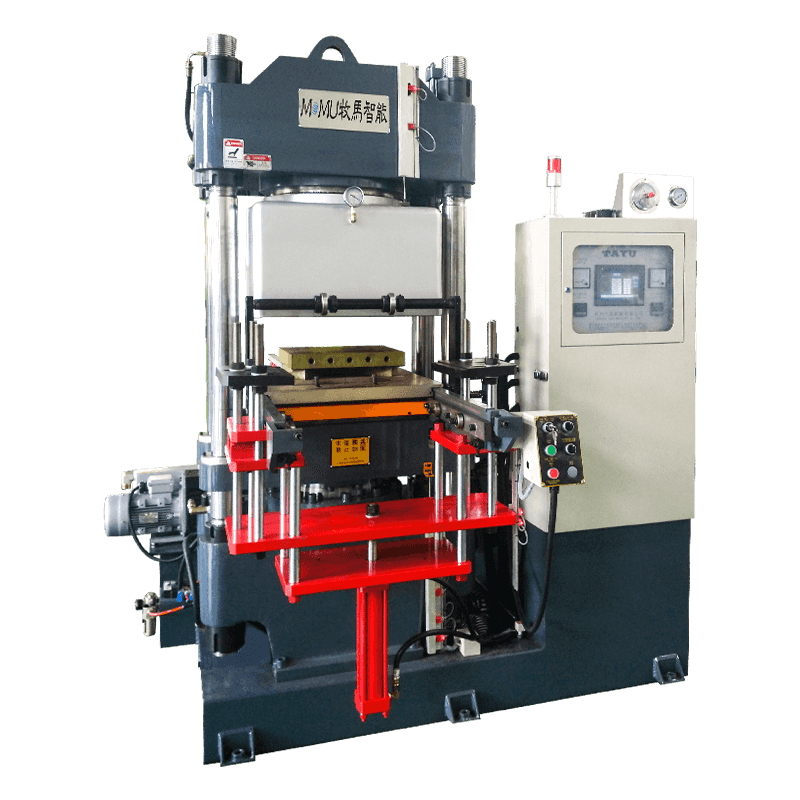
Bộ phận kẹp
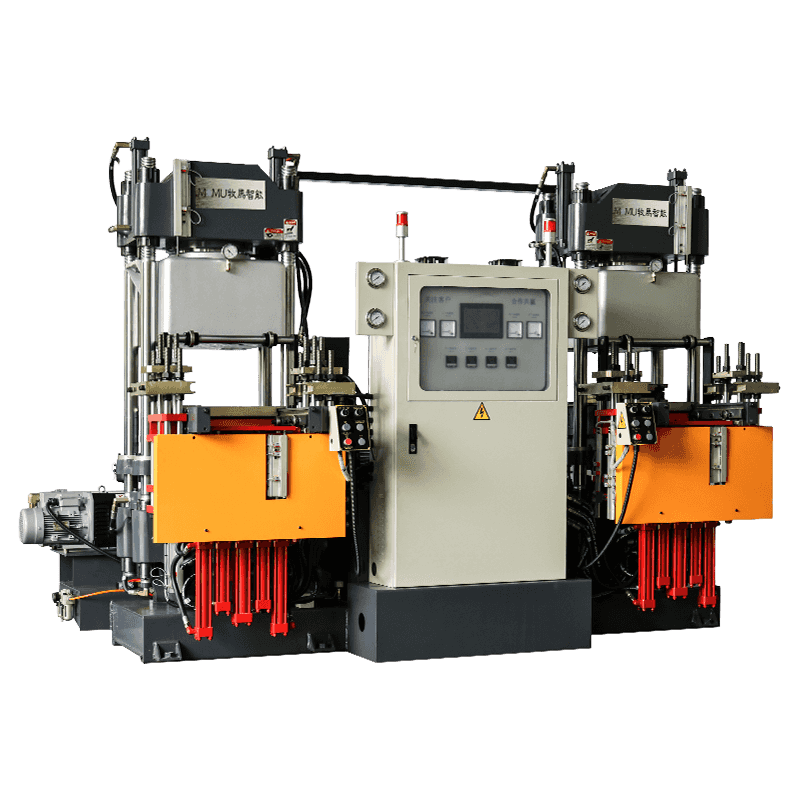
Khuôn LSR yêu cầu lực kẹp rất cao trên một đơn vị diện tích bộ phận được chiếu so với nhựa nhiệt dẻo, bởi vì độ nhớt thấp của LSR có nghĩa là nó sẽ lóe lên ngay cả những khoảng trống đường phân khuôn tối thiểu nếu lực kẹp không đủ. Cả hai hệ thống kẹp chuyển đổi và thủy lực đều được sử dụng, với các máy chạy hoàn toàn bằng điện ngày càng được ưa chuộng trong môi trường phòng sạch vì độ sạch, độ lặp lại và hiệu quả năng lượng. Các yêu cầu về lực kẹp được tính toán dựa trên áp suất khoang nhân với diện tích dự kiến của bộ phận cộng với hệ thống đường dẫn.
So sánh máy LSR: Thủy lực và hoàn toàn bằng điện
| tính năng | Máy LSR thủy lực | Máy LSR chạy hoàn toàn bằng điện |
| Độ lặp lại | Tốt | Tuyệt vời |
| Sự phù hợp của phòng sạch | Hạn chế (nguy cơ ô nhiễm dầu) | Cao (không có chất lỏng thủy lực) |
| Tiêu thụ năng lượng | Cao hơn | Thấp hơn 30–60% |
| Chi phí vốn | Hạ xuống | Cao hơn |
| Độ ồn | Cao hơn | Hạ xuống |
| Bảo trì | Thường xuyên hơn (phớt thủy lực) | Ít thường xuyên hơn |
| Ứng dụng phù hợp nhất | Các bộ phận công nghiệp chịu lực cao | Các bộ phận chính xác, cấp thực phẩm, y tế |
Các ngành và ứng dụng thúc đẩy nhu cầu về máy LSR
Sự phát triển của phương pháp ép phun LSR như một phương pháp sản xuất gắn liền trực tiếp với tập hợp ngày càng mở rộng của các ngành công nghiệp phụ thuộc vào đặc tính vật liệu của silicone trong các môi trường sử dụng cuối đòi hỏi khắt khe. Mỗi ngành có các yêu cầu cụ thể định hình cách cấu hình và xác nhận máy LSR.
- Thiết bị y tế: Khả năng tương thích sinh học của LSR theo tiêu chuẩn ISO 10993 và khả năng khử trùng bằng nồi hấp, EtO và bức xạ gamma khiến nó trở thành vật liệu được lựa chọn làm ống thông, mặt nạ hô hấp, vòng đệm cho thiết bị cấy ghép và kẹp dụng cụ phẫu thuật. Các máy được sử dụng để sản xuất LSR y tế thường chạy hoàn toàn bằng điện, tương thích với phòng sạch và được trang bị đầy đủ tài liệu quy trình để tuân thủ quy định.
- Sản phẩm dành cho trẻ sơ sinh và trẻ nhỏ: Núm vú giả, núm vú bình sữa và các sản phẩm mọc răng yêu cầu silicone an toàn khi tiếp xúc với thực phẩm, không chứa chất làm dẻo và BPA. Các cấp LSR được chứng nhận theo quy định tiếp xúc thực phẩm của FDA 21 CFR và EU 10/2011 là tiêu chuẩn và môi trường sản xuất phải đáp ứng các biện pháp kiểm soát vệ sinh nghiêm ngặt.
- Ô tô: LSR được sử dụng cho vòng đệm grommet, bốt bugi, vòng đệm cảm biến và các bộ phận dưới mui xe phải chịu được nhiệt độ duy trì từ -50°C đến 200°C. Sản xuất ô tô khối lượng lớn thường sử dụng máy thủy lực với khuôn dẫn nguội nhiều khoang để tiết kiệm chi phí.
- Điện tử tiêu dùng: Miếng đệm chống nước, màng nút, đầu tai nghe và vòng đệm thiết bị đeo đại diện cho một phân khúc đang phát triển nhanh chóng. Các bộ phận có thành mỏng, độ chính xác cao với dung sai kích thước chặt chẽ là phổ biến, ưu tiên các máy chạy hoàn toàn bằng điện có khả năng kiểm soát tốc độ phun cao.
- Niêm phong công nghiệp: Màng ngăn bơm, vòng đệm van và miếng đệm kháng hóa chất khai thác khả năng chống lại ozon, bức xạ tia cực tím và phổ rộng của hóa chất của silicone. Đây có xu hướng là các bộ phận có tiết diện dày hơn được sản xuất trên máy thủy lực ở độ xâm thực thấp hơn.
Các yếu tố quan trọng khi lựa chọn máy ép phun LSR
Việc chọn máy LSR yêu cầu đánh giá các thông số kỹ thuật trong bối cảnh các bộ phận, khối lượng sản xuất và môi trường pháp lý cụ thể của bạn. Một số yếu tố nhất quán xác định liệu khoản đầu tư vào máy móc có mang lại lợi nhuận kỳ vọng hay không.
Kích thước bắn và lực kẹp phải phù hợp với phần được chiếu và diện tích đường chạy thay vì ước tính một cách lỏng lẻo. Độ nhớt thấp của LSR có nghĩa là ngay cả sự thiếu hụt lực kẹp khiêm tốn cũng dẫn đến hiện tượng chớp nhoáng - một màng mỏng silicon được xử lý tại đường phân khuôn cần phải cắt tỉa thủ công và tăng tỷ lệ phế liệu. Tính toán lực kẹp cần thiết ở mức tối thiểu là 0,3 đến 0,5 tấn trên mỗi cm vuông diện tích khoang dự kiến và định cỡ máy có biên độ cao hơn con số đó để phù hợp với việc bổ sung khuôn hoặc thay đổi thiết kế trong tương lai.
Độ chính xác kiểm soát nhiệt độ trên khuôn cũng quan trọng như hiệu suất kẹp và phun của máy. Nhiệt độ khuôn không đồng đều tạo ra các bộ phận có khả năng xử lý không nhất quán, sự thay đổi kích thước và các khuyết tật bề mặt. Đánh giá xem bộ điều khiển nhiệt độ khuôn của máy có hỗ trợ lập bản đồ nhiệt độ theo vùng hay không và liệu thiết kế khuôn có cung cấp phạm vi bao phủ kênh gia nhiệt đầy đủ hay không. Trong các ứng dụng y tế chính xác, sự thay đổi nhiệt độ khuôn lớn hơn ± 2°C trên bề mặt khoang thường là không thể chấp nhận được.
Khả năng giám sát quy trình và ghi dữ liệu đã trở thành điều không thể thương lượng đối với các ngành được quản lý. Các máy LSR hiện đại tích hợp cảm biến áp suất khoang, tốc độ phun và hồ sơ áp suất, ghi nhiệt độ khuôn và xác minh tỷ lệ đo sáng vào một hệ thống giám sát quy trình thống nhất. Dữ liệu này là bắt buộc để xác thực quy trình theo FDA 21 CFR Phần 820 và ISO 13485 cho các thiết bị y tế và ngày càng được khách hàng Ô tô Cấp 1 yêu cầu như một phần của gói tài liệu PPAP.
Các lỗi quy trình phổ biến và cách ngăn chặn chúng
Ngay cả những máy được xác định rõ cũng có thể tạo ra lỗi khi các thông số quy trình bị lệch hoặc các điều kiện khuôn không được duy trì đúng cách. Nhận biết nguyên nhân gốc rễ của các lỗi LSR phổ biến là điều cần thiết đối với các kỹ sư quy trình chịu trách nhiệm về chất lượng sản xuất.
- Nhấp nháy: Nguyên nhân là do lực kẹp không đủ, bề mặt đường phân khuôn bị mòn hoặc áp suất phun quá cao. Giải quyết bằng cách xác minh tính toán lực kẹp, kiểm tra tình trạng khuôn và giảm tốc độ phun trong giai đoạn đổ đầy.
- Điền không đầy đủ / bắn ngắn: Là kết quả của việc áp suất phun không đủ, các cổng bị chặn hoặc LSR đã được xử lý một phần trong đường dẫn trước khi đến khoang. Kiểm tra đường kính cổng, xác minh nhiệt độ thùng nằm trong phạm vi mục tiêu của dòng dẫn lạnh và kiểm tra khả năng ức chế xử lý do nhiễm bẩn.
- Độ bám dính bề mặt: Biểu thị quá trình xử lý kém, thường xảy ra do tỷ lệ A:B không chính xác, nhiệt độ khuôn quá thấp hoặc thời gian xử lý không đủ. Xác minh tỷ lệ đo sáng bằng thử nghiệm phân phối có kiểm soát, kiểm tra độ đồng đều của nhiệt độ khuôn và kéo dài thời gian xử lý nếu dung sai kích thước cho phép.
- Bẫy không khí/khoảng trống: Không khí được đưa vào trong quá trình trộn hoặc bơm vào vật liệu sẽ tạo ra bong bóng trong phần được xử lý. Đảm bảo hệ thống đo lường được làm sạch đúng cách trước khi sản xuất và kiểm tra tốc độ phun không quá nhanh khiến không khí bị hút vào khu vực cổng phía trước dòng chảy LSR.
- Sự thay đổi kích thước giữa các lần chụp: Thường liên quan đến sự không nhất quán trong đo lường, dao động nhiệt độ thùng hoặc thời gian xử lý thay đổi do chênh lệch nhiệt độ khuôn. Xem lại nhật ký giám sát quy trình để xác định biến nào có tương quan với sự dịch chuyển thứ nguyên và hiệu chỉnh lại hệ thống con có liên quan.