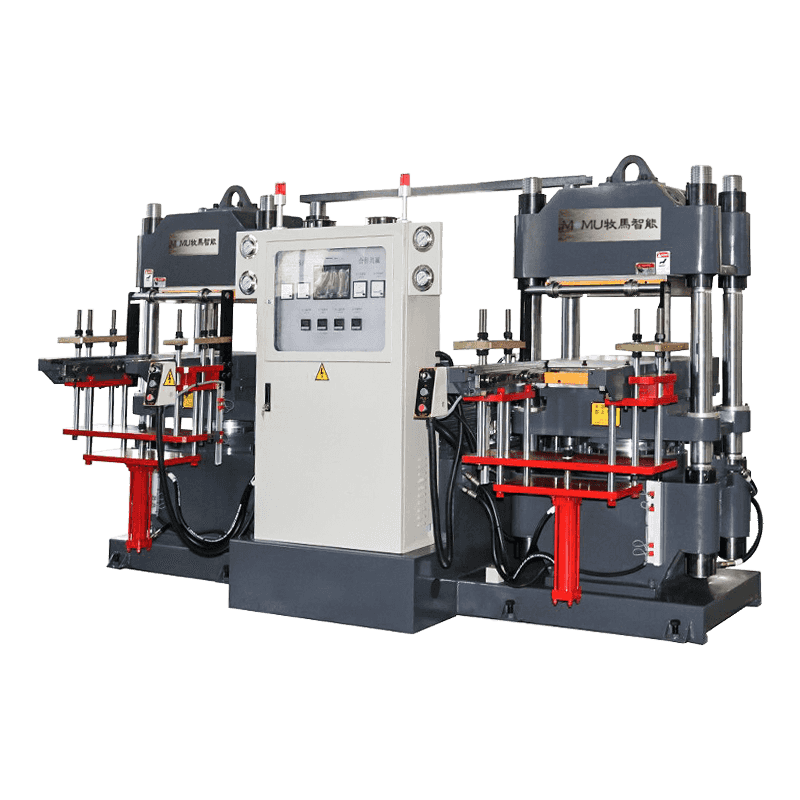
Máy ép phun cao su hoạt động như thế nào
A máy ép phun cao su xử lý các hợp chất cao su thô thành các bộ phận hoàn thiện có hình dạng chính xác bằng cách ép vật liệu cao su dẻo, được nung nóng dưới áp suất cao vào khoang khuôn kín, nơi nó lưu hóa - liên kết ngang về mặt hóa học - thành chất rắn ổn định, đàn hồi. Không giống như ép phun nhựa nhiệt dẻo, làm tan chảy và nấu chảy lại cùng một vật liệu, ép phun cao su dựa vào phản ứng lưu hóa không thể đảo ngược được kích hoạt bởi nhiệt và thời gian. Một khi cao su đã được xử lý bên trong khuôn, nó không thể được nấu chảy lại hoặc cải tiến, điều đó có nghĩa là mọi thông số quy trình phải được điều chỉnh chính xác trước khi bắt đầu sản xuất hoàn chỉnh.
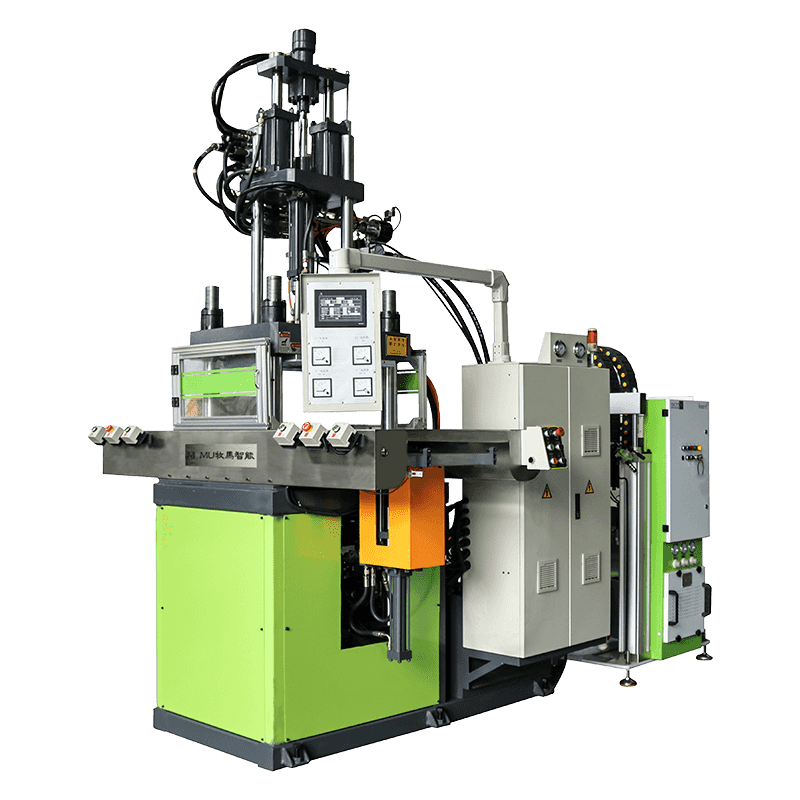
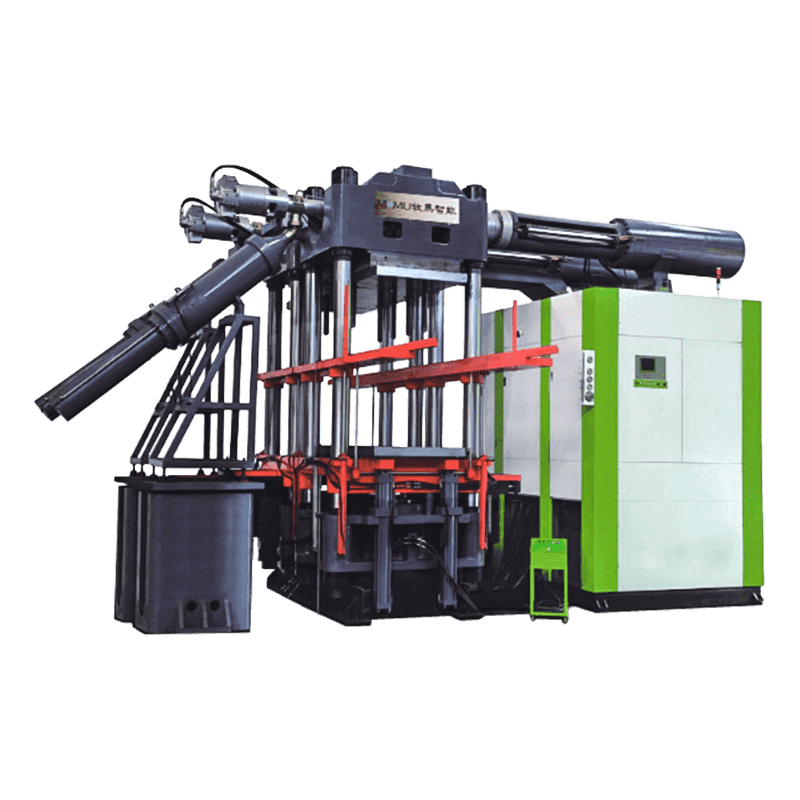
Quá trình này bắt đầu bằng việc hợp chất cao su được đưa vào bộ phận làm dẻo của máy - điển hình là cụm vít và thùng - nơi nó được nung nóng đến nhiệt độ gia nhiệt trước được kiểm soát cẩn thận, thường là từ 70°C đến 100°C, giúp nó có thể chảy được mà không kích hoạt quá trình lưu hóa sớm. Vòng quay trục vít đồng nhất hóa hợp chất và tạo ra áp suất phun. Khi khuôn được đóng và kẹp, bộ phận phun sẽ đẩy cao su dẻo qua một đường dẫn, đường dẫn và cổng vào các hốc khuôn. Bản thân khuôn được nung nóng đến nhiệt độ cao hơn - thường là từ 160°C đến 200°C - trong đó chất lưu hóa được kích hoạt và cao su xử lý trong thời gian xử lý xác định trước khi khuôn mở ra và bộ phận được đẩy ra.
Các thành phần cốt lõi và chức năng của chúng
Hiểu được vai trò chức năng của từng thành phần chính giúp người vận hành chẩn đoán sự cố, tối ưu hóa cài đặt quy trình và đưa ra quyết định sáng suốt khi so sánh thông số kỹ thuật của máy từ các nhà sản xuất khác nhau.
Đơn vị tiêm
Bộ phận phun bao gồm một thùng được gia nhiệt, vít chuyển động qua lại và vòi phun. Vít phục vụ một mục đích kép: nó quay để làm dẻo và truyền hợp chất cao su về phía trước, sau đó hoạt động như một pít tông để bơm vật liệu tích lũy vào khuôn. Hình dạng trục vít cho cao su khác với hình dạng được sử dụng trong máy nhựa nhiệt dẻo - vít cao su thường có tỷ lệ nén thấp hơn và các chuyến bay nông hơn để tránh tạo ra nhiệt ma sát quá mức có thể gây cháy, đó là hiện tượng lưu hóa sớm bên trong thùng trước khi vật liệu chạm tới khuôn.
Bộ phận kẹp
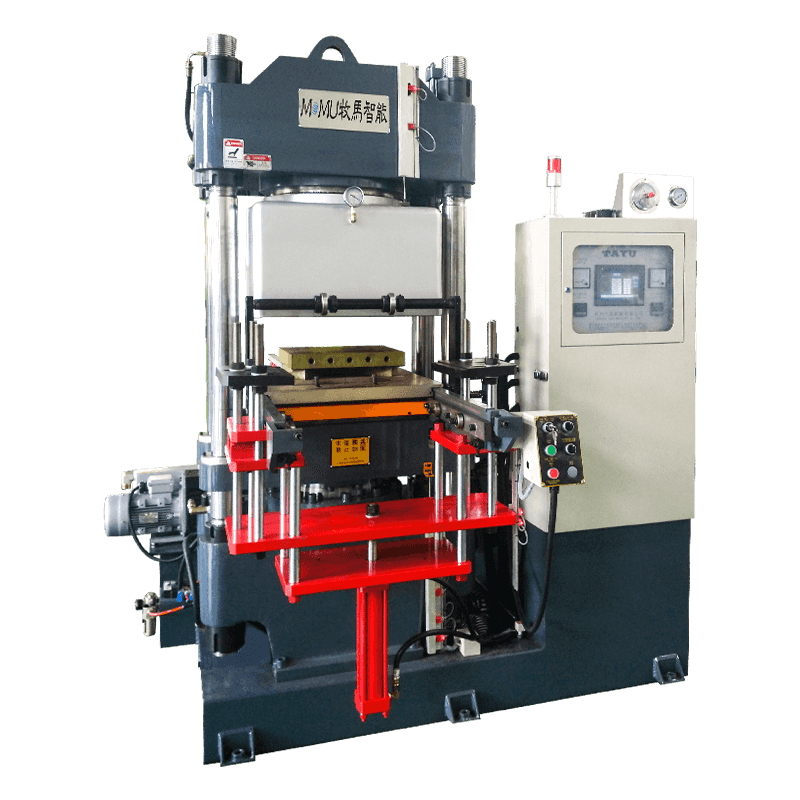
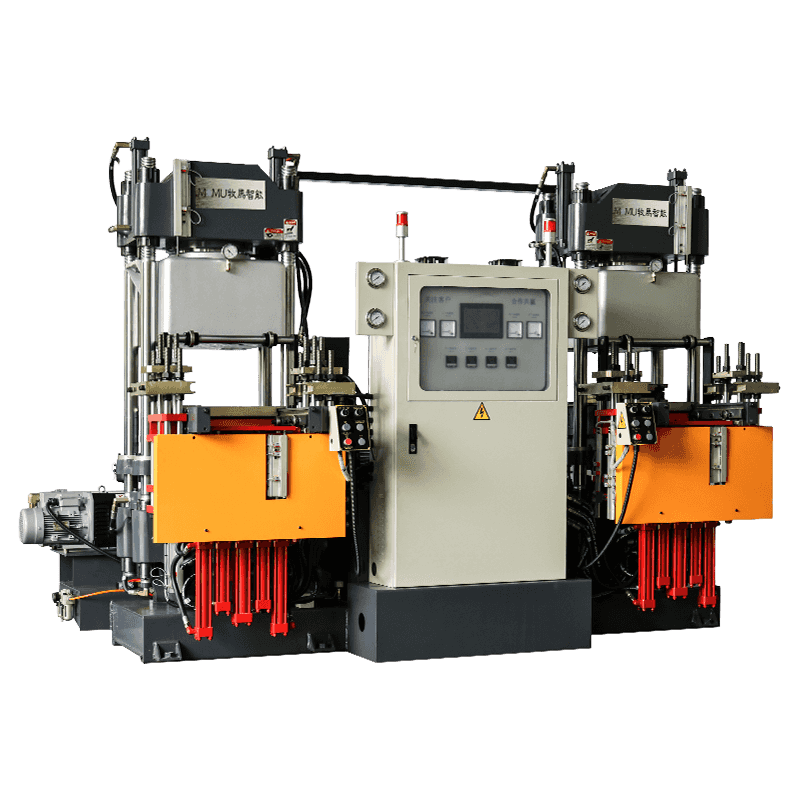
Bộ phận kẹp giữ hai nửa khuôn lại với nhau chống lại lực tạo ra bởi áp suất phun. Lực kẹp được đo bằng kilonewton (kN) hoặc tấn và phải vượt quá diện tích dự kiến của khoang khuôn nhân với áp suất phun. Lực kẹp không đủ gây ra hiện tượng chớp sáng — các vây mỏng cao su dư thừa ở đường phân khuôn — làm tăng thêm chi phí thông qua việc cắt tỉa và làm ảnh hưởng đến độ chính xác của từng bộ phận. Hầu hết các máy phun cao su đều sử dụng hệ thống kẹp thủy lực, mặc dù mỗi cấu hình thủy lực trực tiếp và hỗ trợ chuyển đổi đều cung cấp các đặc tính tốc độ và lực khác nhau phù hợp với các yêu cầu sản xuất khác nhau.
Hệ thống khuôn và sưởi ấm
Khuôn là bộ phận dụng cụ xác định hình dạng của chi tiết đã hoàn thiện. Để phun cao su, khuôn được làm nóng - phổ biến nhất là với bộ gia nhiệt hộp mực điện hoặc dầu nóng tuần hoàn - để duy trì nhiệt độ lưu hóa ổn định trên toàn bộ bề mặt khoang. Tính đồng nhất về nhiệt độ trong khuôn là rất quan trọng: các điểm nóng gây ra các đặc tính vật liệu bị đóng rắn quá mức và bị suy giảm, trong khi các điểm lạnh dẫn đến các bộ phận được xử lý kém và không thể sử dụng được. Khuôn chất lượng cao bao gồm các cảm biến nhiệt độ được đặt gần mỗi khoang để cho phép theo dõi và điều chỉnh theo thời gian thực trong quá trình sản xuất.
Hệ thống điều khiển
Máy ép phun cao su hiện đại được trang bị hệ thống điều khiển dựa trên PLC hoặc PC cho phép người vận hành lập trình và lưu trữ các công thức quy trình hoàn chỉnh bao gồm vùng nhiệt độ thùng, hồ sơ tốc độ phun, áp suất phun, áp suất giữ, thời gian lưu hóa, nhiệt độ khuôn và trình tự phóng. Khả năng lưu và gọi lại các công thức nấu ăn đặc biệt quan trọng trong các cơ sở sản xuất nhiều sản phẩm, nơi máy móc thường xuyên được chuyển đổi giữa các hợp chất cao su và hình dạng bộ phận khác nhau, mỗi loại yêu cầu một bộ thông số riêng biệt.
Các thông số quy trình chính mà mọi người vận hành phải kiểm soát
Chất lượng của các bộ phận đúc phun cao su được xác định bằng cách thiết lập và duy trì chính xác các thông số quy trình trong suốt quá trình sản xuất. Các thông số sau đây tương tác với nhau, nghĩa là sự thay đổi của một thông số này thường đòi hỏi phải điều chỉnh các thông số khác để duy trì chất lượng bộ phận.
| tham số | Phạm vi điển hình | Hiệu ứng nếu quá thấp | Hiệu ứng nếu quá cao |
| Nhiệt độ thùng | 70°C – 100°C | Dòng chảy kém, lấp đầy không đầy đủ | Đốt cháy, chữa sớm |
| Nhiệt độ khuôn | 160°C – 200°C | Chưa chữa được, phần yếu | Chữa quá mức, thoái hóa bề mặt |
| Áp suất phun | 80 – 200 MPa | Những bức ảnh ngắn, khoảng trống | Flash, hư hỏng nấm mốc |
| Thời gian chữa bệnh | 30 giây – 10 phút | Các bộ phận dính, chưa được xử lý | Các bộ phận giòn, được xử lý quá kỹ |
| Tốc độ tiêm | Ứng dụng cụ thể | Đường đan, điền không đầy đủ | Phun nước, bẫy không khí |
Thời gian xử lý là thông số có tác động trực tiếp nhất đến thời gian chu kỳ và do đó là sản lượng sản xuất. Nó phải được xác định bằng thử nghiệm lưu biến kế của hợp chất cao su cụ thể đang được sử dụng, vì các công thức khác nhau - cao su tự nhiên, EPDM, silicone, NBR, cao su tổng hợp - mỗi loại đều có động học lưu hóa riêng. Cố gắng rút ngắn thời gian xử lý vượt quá giới hạn hóa học của hợp chất cho phép sẽ dẫn đến các bộ phận được xử lý kém có thể vượt qua đợt kiểm tra ban đầu nhưng không sớm được đưa vào sử dụng.
Các ngành công nghiệp và ứng dụng sử dụng những máy này
Máy ép phun cao su phục vụ nhiều ngành công nghiệp đòi hỏi phải có dung sai kích thước chặt chẽ, đặc tính vật liệu ổn định và khối lượng sản xuất cao. Lĩnh vực ô tô chiếm tỷ trọng lớn trong công suất ép phun cao su toàn cầu, sản xuất các vòng đệm, miếng đệm, vòng đệm, bộ giảm rung, vòng chữ O và dải thời tiết - các bộ phận phải hoạt động đáng tin cậy trong phạm vi nhiệt độ khắc nghiệt và thời gian sử dụng lâu dài. Các bộ phận cao su dành cho ô tô thường được đúc từ các hợp chất EPDM, NBR hoặc silicon được chọn để có khả năng chống lại chất lỏng, nhiệt độ và điều kiện môi trường cụ thể.
Ngành công nghiệp thiết bị y tế là một ngành sử dụng công nghệ ép phun cao su chính khác, đặc biệt là các thành phần silicon. Đúc phun cao su silicon lỏng (LSR) là một biến thể chuyên biệt của quy trình xử lý các hệ thống silicon được xử lý bằng bạch kim hai thành phần, sản xuất các bộ phận như vòng đệm phẫu thuật, bộ phận ống thông, mặt nạ hô hấp và bộ phận thiết bị phân phối thuốc. Đúc LSR yêu cầu cấu hình máy chuyên dụng với thùng phun được làm mát - ngược lại với đúc cao su thông thường - vì vật liệu xử lý nhanh ở nhiệt độ khuôn nhưng phải được giữ lạnh trong thùng để tránh hiện tượng đông đặc sớm.
- Ô tô: Phớt cửa và cửa sổ, miếng đệm động cơ, bộ cách ly rung, bộ phận phanh, đầu nối ống và vòng đệm dưới mui xe cần có khả năng chịu nhiệt và chất lỏng.
- Y tế và dược phẩm: Nút silicone cho lọ, bộ phận ống tiêm, vòng đệm cấy ghép, màng thiết bị hô hấp và các bộ phận quản lý chất lỏng yêu cầu khả năng tương thích sinh học và khả năng chống khử trùng.
- Điện tử: Các nút bàn phím, vòng đệm đầu nối, miếng đệm giảm rung và miếng đệm vỏ bảo vệ bảng mạch khỏi độ ẩm và sốc cơ học.
- Máy móc công nghiệp: Phớt thủy lực, vòng chữ O khí nén, các bộ phận băng tải, màng ngăn bơm và các bộ phận khớp nối hoạt động dưới áp lực cơ học liên tục.
- Hàng tiêu dùng: Đế giày, tay cầm, vòng đệm thiết bị nhà bếp, các bộ phận sản phẩm dành cho trẻ em và các bộ phận của đồ thể thao, nơi cả chất lượng xúc giác và độ bền đều quan trọng.
So sánh khuôn ép phun cao su với khuôn chuyển và khuôn nén
Ép phun cao su không phải là quy trình duy nhất có sẵn để sản xuất các bộ phận cao su. Đúc chuyển và đúc nén là những lựa chọn thay thế cũ hơn, đơn giản hơn và vẫn được sử dụng rộng rãi. Hiểu được ưu điểm của mỗi quy trình sẽ giúp nhà sản xuất chọn phương pháp phù hợp cho hình dạng bộ phận, yêu cầu về khối lượng và ngân sách nhất định.
Đúc nén đặt một miếng cao su chưa được xử lý đã được cân trước trực tiếp vào khoang khuôn mở, sau đó đóng khuôn dưới áp suất thủy lực và nhiệt. Đây là tùy chọn gia công đơn giản nhất và có chi phí thấp nhất nhưng tạo ra mức độ chớp nhoáng cao hơn, tính nhất quán về chiều ít hơn và thời gian chu kỳ dài hơn so với phương pháp ép phun. Nó vẫn thực tế đối với các bộ phận lớn, đơn giản với khối lượng sản xuất thấp trong đó việc điều chỉnh chi phí dụng cụ quan trọng hơn hiệu quả về thời gian chu kỳ. Đúc chuyển sử dụng một nồi và pít tông để đẩy cao su từ bể chứa qua các lỗ rót vào khuôn kín, mang lại khả năng kiểm soát kích thước tốt hơn so với nén nhưng vẫn tạo ra chất thải vật liệu bị loại bỏ khỏi nồi chuyển. Đúc phun loại bỏ hầu hết chất thải này bằng cách chỉ bơm khối lượng phun chính xác cần thiết, mang lại thời gian chu kỳ ngắn nhất và ổn định nhất, đồng thời tạo ra độ chính xác về chiều cao nhất - khiến nó trở thành quy trình được ưu tiên khi khối lượng bộ phận và yêu cầu chất lượng đòi hỏi phải đầu tư máy cao hơn.

Những điều cần đánh giá khi chọn máy ép phun cao su
Việc chọn máy ép phun cao su phù hợp cho một ứng dụng cụ thể đòi hỏi phải đánh giá một số thông số kỹ thuật phụ thuộc lẫn nhau thay vì tập trung vào bất kỳ con số đơn lẻ nào như lực kẹp hoặc kích thước bắn một cách riêng biệt.
- Lực kẹp: Tính toán lực kẹp cần thiết dựa trên diện tích khoang dự kiến và áp suất phun dự kiến. Luôn bao gồm biên độ an toàn ít nhất là 10–15% so với mức tối thiểu được tính toán để tính đến sự biến đổi của quy trình.
- Khối lượng bắn và đường kính trục vít: Công suất bắn của máy phải phù hợp thoải mái với trọng lượng bộ phận cộng với trọng lượng hệ thống đường dẫn mà không vượt quá 80% khối lượng bắn tối đa, đảm bảo sự đồng nhất vật liệu nhất quán trên mỗi chu kỳ.
- An toàn cháy bỏng: Đánh giá thiết kế thùng của máy và độ chính xác kiểm soát nhiệt độ. Máy dành cho các hợp chất nhạy cảm với nhiệt hoặc xử lý nhanh cần kiểm soát nhiệt độ thùng được khoanh vùng chặt chẽ và thiết kế vít có thời gian lưu trú ngắn để tránh cháy xém.
- Kích thước tấm khuôn và ánh sáng ban ngày: Xác nhận rằng kích thước trục lăn của máy và khoảng cách mở khuôn tối đa (ánh sáng ban ngày) tương thích với kích thước khuôn và chiều cao bộ phận khi phóng ra.
- Khả năng hệ thống điều khiển: Đối với các cơ sở sản xuất nhiều sản phẩm, hãy ưu tiên các máy có tính năng lưu trữ công thức, ghi dữ liệu quy trình và khả năng giám sát từ xa để hỗ trợ truy xuất nguồn gốc chất lượng và giảm thời gian thiết lập giữa các công việc.