Máy lưu hóa cao su chân không là gì và nó hoạt động như thế nào?
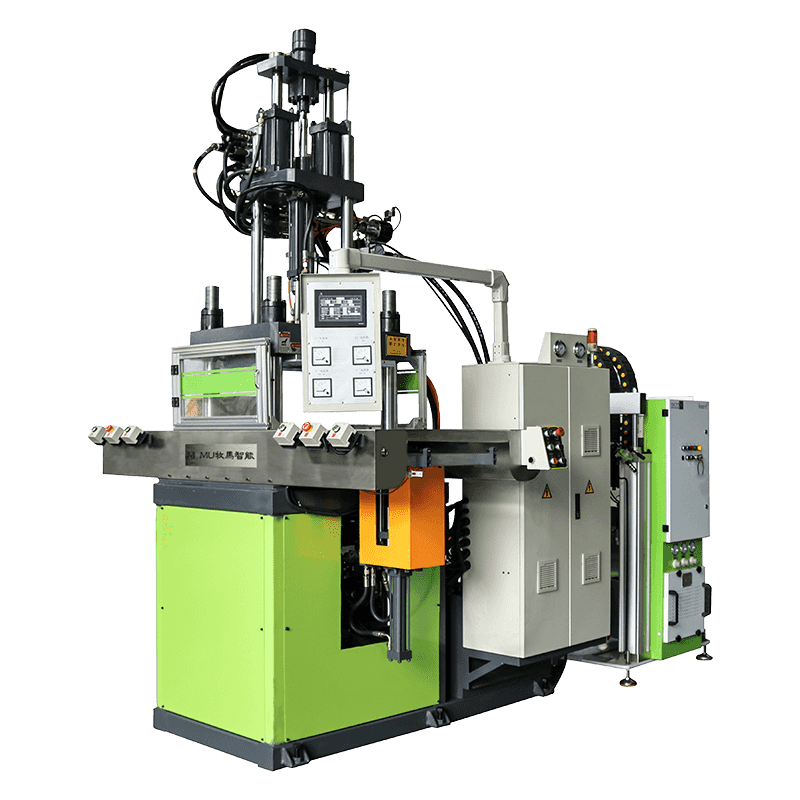
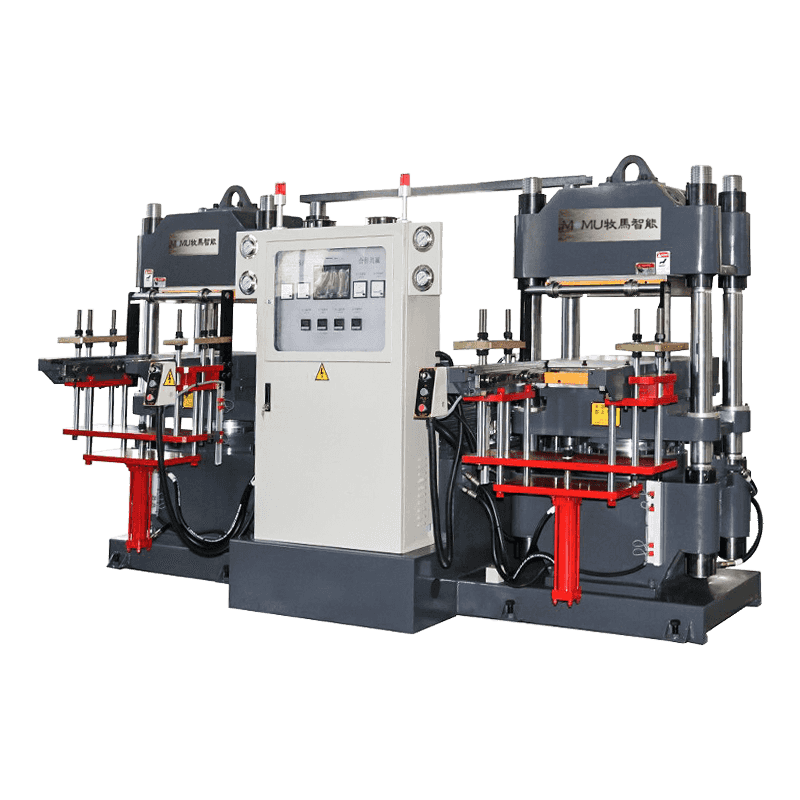
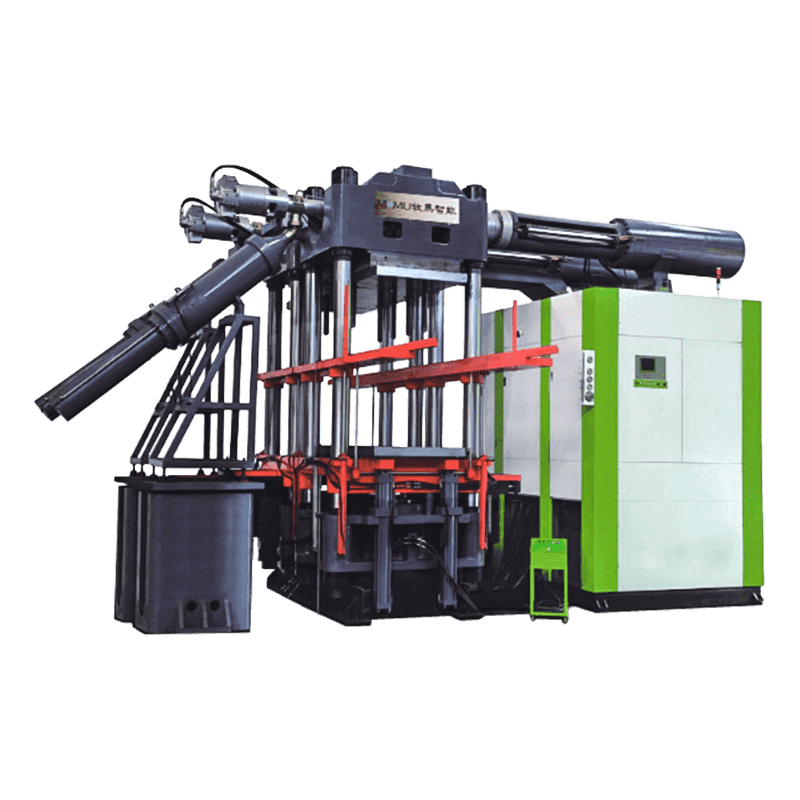
Máy lưu hóa cao su chân không là một thiết bị công nghiệp chuyên dụng dùng để xử lý các hợp chất cao su dưới nhiệt độ và áp suất được kiểm soát trong môi trường chân không. Lưu hóa là quá trình hóa học biến đổi cao su thô hoặc hỗn hợp từ trạng thái mềm, dẻo thành vật liệu bền, đàn hồi và chịu nhiệt bằng cách hình thành liên kết chéo giữa các chuỗi polymer - thường thông qua các chất đóng rắn gốc lưu huỳnh hoặc peroxide. Thành phần chân không là yếu tố giúp phân biệt máy này với máy lưu hóa ép tiêu chuẩn. Bằng cách loại bỏ không khí khỏi khoang khuôn trước và trong chu trình đóng rắn, máy sẽ loại bỏ các túi khí và khí bị mắc kẹt có thể gây ra độ xốp, lỗ rỗng hoặc nhược điểm trên bề mặt của sản phẩm cao su thành phẩm.
Máy hoạt động thông qua một chuỗi các giai đoạn tự động: nạp khuôn, hút chân không, tạo áp suất, xử lý nhiệt và tháo khuôn. Việc gia nhiệt thường đạt được thông qua các tấm điện hoặc tấm gia nhiệt bằng hơi nước để truyền nhiệt đồng đều vào hợp chất cao su. Một máy bơm chân không được kết nối với buồng khuôn kín sẽ giảm áp suất bên trong xuống - thường là từ -0,08 MPa đến -0,1 MPa - trước khi máy ép đóng lại và tác dụng lực kẹp. Sự kết hợp giữa chân không, nhiệt và áp suất cơ học này đảm bảo rằng các hình dạng khuôn phức tạp được lấp đầy hoàn toàn và phần được xử lý đáp ứng các thông số kỹ thuật về chất lượng bề mặt và kích thước.

Các ngành công nghiệp và ứng dụng phụ thuộc vào lưu hóa chân không
Máy lưu hóa cao su chân không được triển khai trên nhiều ngành công nghiệp, nơi chất lượng và tính nhất quán của bộ phận cao su là không thể thương lượng. Ngành ô tô là một trong những ngành sử dụng nhiều nhất, dựa vào những máy này để sản xuất vòng đệm, miếng đệm, vòng chữ O, bộ giảm chấn và các bộ phận xử lý chất lỏng phải hoạt động đáng tin cậy trong các điều kiện nhiệt và cơ khí đòi hỏi khắt khe. Trong ngành hàng không vũ trụ, lưu hóa chân không được sử dụng cho các bộ phận cao su chính xác mà ngay cả những khoảng trống cực nhỏ cũng có thể ảnh hưởng đến tính toàn vẹn của các hệ thống bịt kín quan trọng.
Ngành công nghiệp thiết bị y tế sử dụng máy lưu hóa chân không để sản xuất các bộ phận silicone và cao su đặc biệt phải đáp ứng các tiêu chuẩn nghiêm ngặt về tương thích sinh học và dung sai kích thước. Các nhà sản xuất điện tử sử dụng chúng để sản xuất các bộ phận cách điện và giá đỡ cách ly rung. Ngành giày dép ứng dụng công nghệ liên kết đế và đúc linh kiện cao su. Trong mỗi trường hợp, môi trường chân không là cần thiết để đạt được độ hoàn thiện bề mặt, mật độ bên trong và hiệu suất cơ học mà quá trình lưu hóa ép tiêu chuẩn không thể mang lại một cách đáng tin cậy.
Các thông số quy trình chính và cách kiểm soát chúng
Việc sản xuất các bộ phận cao su lưu hóa nhất quán, không có khuyết tật đòi hỏi phải quản lý chính xác một số thông số quy trình phụ thuộc lẫn nhau. Hiểu rõ chức năng của từng tham số - và độ lệch ảnh hưởng như thế nào đến đầu ra - là điều cơ bản để vận hành máy lưu hóa chân không một cách hiệu quả.
Nhiệt độ lưu hóa
Nhiệt độ là động lực chính của phản ứng lưu hóa. Hầu hết các hợp chất cao su xử lý trong khoảng từ 150°C đến 200°C, với nhiệt độ tối ưu cụ thể tùy thuộc vào công thức hợp chất và hệ thống xử lý được sử dụng. Nhiệt độ quá thấp sẽ dẫn đến việc xử lý kém - cao su sẽ mềm, yếu và có thể bị dính hoặc liên kết ngang không hoàn chỉnh. Nhiệt độ quá cao gây ra hiện tượng đóng rắn quá mức hoặc đảo ngược, trong đó mạng lưới polymer bị suy giảm và cao su mất đi độ bền và độ đàn hồi. Độ đồng đều của nhiệt độ tấm ép trên bề mặt khuôn cũng quan trọng không kém; độ dốc nhiệt độ hơn 5 đến 10 độ C trên khuôn có thể gây ra hiện tượng lưu hóa không đồng đều và co rút khác nhau.
Thời gian bảo dưỡng
Thời gian lưu hóa được xác định bằng dữ liệu lưu biến của hợp chất — cụ thể là giá trị T90 từ thử nghiệm máy đo lưu biến khuôn chuyển động (MDR), cho biết thời gian cần thiết để đạt tới 90% mô-men xoắn cực đại (mật độ liên kết ngang) ở nhiệt độ mục tiêu. Thời gian xử lý thường dao động từ hai đến ba mươi phút tùy thuộc vào loại hợp chất, độ dày bộ phận và nhiệt độ. Đối với các phần dày, phải tính thêm thời gian để nhiệt truyền vào lõi. Sử dụng thời gian xử lý quá ngắn là một trong những nguyên nhân phổ biến nhất gây ra hư hỏng trên sản phẩm cao su.
Mức độ chân không và thời gian
Độ chân không phải đạt đến mức mục tiêu trước khi máy ép đóng lại và bắt đầu đóng rắn. Hầu hết các hoạt động đều nhắm đến mức chân không từ -0,095 MPa đến -0,1 MPa. Thời gian sơ tán - thường là từ 15 đến 60 giây - phải đủ để làm sạch hoàn toàn không khí khỏi cả khoang khuôn và bất kỳ kênh thông gió nào. Nếu chu kỳ bơm chân không quá ngắn, khí dư sẽ bị nén thay vì bị loại bỏ khi máy ép đóng, gây ra các khoảng trống dưới bề mặt. Thường xuyên kiểm tra hiệu suất của máy bơm và kiểm tra rò rỉ trong đường chân không và vòng đệm khuôn là điều cần thiết để duy trì chất lượng sơ tán ổn định.
Áp suất kẹp
Áp suất kẹp giữ cho các nửa khuôn được bịt kín trong quá trình lưu hóa và nén hợp chất cao su để lấp đầy hoàn toàn hình dạng khoang. Áp suất kẹp không đủ sẽ tạo điều kiện cho vết cháy hình thành ở đường phân khuôn và có thể dẫn đến các phần không được lấp đầy. Áp suất quá cao có thể làm hỏng khuôn hoặc khiến hợp chất bị ép ra khỏi khoang trước khi quá trình tạo gel xảy ra. Áp suất kẹp điển hình cho quá trình lưu hóa cao su nằm trong khoảng từ 10 đến 25 MPa tùy thuộc vào độ nhớt của hợp chất và hình dạng bộ phận.
Các khiếm khuyết thường gặp và cách chẩn đoán chúng
Ngay cả với những máy được hiệu chuẩn tốt, khuyết tật vẫn có thể xuất hiện ở các bộ phận cao su lưu hóa. Xác định nguyên nhân gốc rễ nhanh chóng giảm thiểu phế liệu và thời gian ngừng sản xuất. Bảng sau đây tóm tắt các lỗi thường gặp nhất và nguyên nhân có thể xảy ra của chúng:
| khiếm khuyết | Nguyên nhân có thể xảy ra | Hành động khắc phục |
| Độ xốp / Khoảng trống bên trong | Không đủ chân không hoặc thời gian sơ tán | Kiểm tra hiệu suất máy bơm; kéo dài thời gian sơ tán |
| phồng rộp bề mặt | Độ ẩm trong hợp chất hoặc nấm mốc | Hợp chất khô trước; làm sạch và làm nóng khuôn trước |
| Đang chữa bệnh (Phần mềm) | Nhiệt độ thấp hoặc thời gian xử lý không đủ | Xác minh hiệu chuẩn nhiệt độ trục lăn; kéo dài thời gian chữa bệnh |
| Flash quá mức | Áp suất kẹp thấp hoặc đường chia khuôn bị mòn | Tăng trọng tải ép; kiểm tra và tân trang lại khuôn |
| Khu vực bắn ngắn / khu vực chưa được lấp đầy | Trọng lượng của hợp chất không đủ | Tính toán lại trọng lượng phí; điều chỉnh phôi hợp chất |
| Biến đổi chiều | Nhiệt độ hoặc lực kẹp không nhất quán | Hiệu chỉnh cảm biến; thực hiện bảo trì máy ép thường xuyên |
Cách chọn máy lưu hóa cao su chân không phù hợp
Việc chọn đúng máy đòi hỏi phải có thông số kỹ thuật của thiết bị phù hợp với nhu cầu của ứng dụng sản xuất cụ thể của bạn. Các tiêu chí đánh giá chính bao gồm kích thước trục lăn, trọng tải máy ép, công suất hệ thống chân không, phạm vi nhiệt độ và độ phức tạp của hệ thống điều khiển.
- Kích thước trục lăn phải phù hợp với khuôn lớn nhất mà bạn định chạy, với lề vừa đủ để duy trì sự phân bố nhiệt độ đồng đều. Kích thước tấm tiêu chuẩn dao động từ 200 mm × 200 mm để sản xuất các bộ phận nhỏ đến 1000 mm × 1000 mm hoặc lớn hơn cho các ứng dụng công nghiệp.
- Trọng tải ép phải phù hợp với diện tích dự kiến của khuôn và độ nhớt của hợp chất cao su. Theo hướng dẫn chung, hãy tính lực cần thiết bằng cách nhân diện tích dự kiến của khoang khuôn với áp suất kẹp mục tiêu, sau đó cộng thêm giới hạn an toàn ít nhất là 20%.
- Công suất bơm chân không - được đo bằng lít trên phút - phải đủ để hút chân không khỏi buồng khuôn đến mức chân không mục tiêu trong vòng 15 đến 30 giây. Khối lượng khuôn lớn hơn đòi hỏi máy bơm công suất cao hơn để tránh thời gian chu kỳ kéo dài.
- Các thông số về phạm vi nhiệt độ và độ đồng đều phải được xác minh theo yêu cầu xử lý hợp chất của bạn. Hầu hết các máy đa năng hoạt động ở nhiệt độ lên tới 200°C, trong khi các máy chuyên dụng dành cho hợp chất silicone hoặc fluoroelastomer ở nhiệt độ cao có thể yêu cầu nhiệt độ 250°C hoặc cao hơn.
- Khả năng của hệ thống điều khiển xác định mức độ linh hoạt của quy trình và ghi dữ liệu mà bạn có thể đạt được. Bộ điều khiển logic lập trình (PLC) với giao diện màn hình cảm ứng cho phép cấu hình xử lý nhiều giai đoạn, giải trình tự chân không tự động và lưu trữ hồ sơ sản xuất — tất cả đều có giá trị để quản lý chất lượng và độ lặp lại của quy trình.
Thực hành bảo trì định kỳ giúp bảo vệ hiệu suất của máy
Máy lưu hóa cao su chân không đòi hỏi một khoản đầu tư vốn đáng kể và việc bảo trì nhất quán là điều cần thiết để bảo vệ khoản đầu tư đó đồng thời đảm bảo độ tin cậy trong sản xuất. Hệ thống chân không đòi hỏi sự chú ý nhiều nhất - dầu bơm chân không phải được kiểm tra và thay đổi theo lịch trình của nhà sản xuất, thường là ba đến sáu tháng một lần trong điều kiện sản xuất liên tục. Các kết nối đường chân không, miếng đệm và vòng đệm khuôn phải được kiểm tra hàng tuần xem có bị mòn hoặc rò rỉ hay không, vì ngay cả những rò rỉ nhỏ cũng làm giảm đáng kể hiệu suất sơ tán.
Cảm biến nhiệt độ trục lăn và bộ chuyển đổi áp suất phải được hiệu chuẩn hàng quý bằng cách sử dụng các thiết bị tham chiếu đã được chứng nhận để đảm bảo rằng các giá trị hiển thị của máy phản ánh các điều kiện quy trình thực tế. Mức chất lỏng thủy lực và điều kiện lọc nên được theo dõi hàng tháng. Bề mặt khuôn phải được làm sạch sau mỗi lần sản xuất để ngăn ngừa sự tích tụ cặn cao su, có thể gây dính, khuyết tật bề mặt trên các bộ phận tiếp theo và làm tăng tốc độ mài mòn của khuôn. Giữ nhật ký bảo trì chi tiết — ghi lại tất cả các lần kiểm tra, thay đổi chất lỏng, hiệu chuẩn và các sự kiện lỗi — cung cấp dữ liệu lịch sử cần thiết để xác định các vấn đề mới nổi trước khi chúng gây ra thời gian ngừng hoạt động ngoài dự kiến.
Tối đa hóa chất lượng đầu ra và hiệu quả sản xuất
Ngoài việc lựa chọn và bảo trì máy, việc đạt được chất lượng đầu ra cao ổn định từ một máy lưu hóa cao su chân không phụ thuộc vào quy trình kỷ luật. Tiêu chuẩn hóa việc chuẩn bị hỗn hợp - bao gồm trọng lượng, hình dạng và vị trí nhất quán của phôi trong khuôn - loại bỏ một trong những nguyên nhân phổ biến nhất gây ra sự biến đổi giữa các bộ phận. Sử dụng chất chống dính một cách chính xác và nhất quán để tránh bị dính mà không làm nhiễm bẩn bề mặt cao su hoặc ảnh hưởng đến sự liên kết của các bộ phận composite. Việc thiết lập các công thức xử lý được ghi lại cho từng sản phẩm và khóa các công thức đó trong hệ thống điều khiển của máy sẽ ngăn ngừa những thay đổi thông số vô tình dẫn đến sản xuất không phù hợp.
Các phương pháp kiểm soát quy trình thống kê (SPC) được áp dụng cho các phép đo đầu ra chính - trọng lượng bộ phận, kích thước tới hạn và độ cứng - đưa ra cảnh báo sớm khi xảy ra sai lệch quy trình, cho phép hành động khắc phục trước khi tạo ra số lượng lớn phế liệu. Đối với các hoạt động khối lượng lớn, việc tích hợp đầu ra dữ liệu của máy với hệ thống thực hiện sản xuất (MES) cho phép giám sát và truy xuất nguồn gốc sản xuất theo thời gian thực, vốn ngày càng được các khách hàng ô tô và y tế yêu cầu như một phần trong yêu cầu chất lượng của nhà cung cấp. Việc coi máy lưu hóa như một công cụ chính xác chứ không phải là một máy ép hàng hóa là tư duy giúp tách biệt các hoạt động cao su có hiệu suất cao nhất quán với những hoạt động đang phải vật lộn với các vấn đề mãn tính về chất lượng và năng suất.