Máy lưu hóa cao su chân không là gì?
A máy lưu hóa cao su chân không là máy ép công nghiệp chuyên dụng dùng để xử lý các hợp chất cao su thô hoặc chưa được xử lý dưới sự kết hợp của các điều kiện nhiệt, áp suất và chân không được kiểm soát. Thuật ngữ "lưu hóa" dùng để chỉ quá trình liên kết ngang hóa học biến cao su mềm, dẻo thành vật liệu bền, đàn hồi và ổn định về kích thước. Trong máy ép lưu hóa tiêu chuẩn, chỉ riêng nhiệt và áp suất đã tạo ra phản ứng đóng rắn. Trong máy lưu hóa chân không, việc bổ sung môi trường chân không kín sẽ loại bỏ không khí, độ ẩm và khí dễ bay hơi bị mắc kẹt trong khối cao su trước và trong khi xử lý - tạo ra sản phẩm hoàn thiện đặc hơn, đồng đều hơn và không có khuyết tật.
Chức năng chân không không chỉ đơn giản là một tính năng bổ sung; về cơ bản nó làm thay đổi kết quả chất lượng có thể đạt được trong sản xuất cao su. Các túi khí và tạp chất ẩm là một trong những nguyên nhân phổ biến nhất gây ra độ xốp, hình thành vết phồng rộp và điểm yếu về cấu trúc trong các bộ phận cao su lưu hóa. Bằng cách hút chân không trong khoang khuôn đến mức chân không thường từ -0,08 MPa đến -0,1 MPa trước khi áp dụng áp suất đúc hoàn toàn, máy sẽ loại bỏ các khuyết tật này ngay tại nguồn của chúng. Kết quả là các sản phẩm cao su có bề mặt hoàn thiện vượt trội, mật độ bên trong ổn định và hiệu suất cơ học được cải thiện — những đặc tính rất quan trọng trong các ngành công nghiệp chính xác bao gồm đệm kín ô tô, thiết bị y tế, linh kiện hàng không vũ trụ và đế giày hiệu suất cao.
Quá trình lưu hóa: Điều gì xảy ra bên trong máy
Hiểu được trình tự các hoạt động bên trong máy lưu hóa cao su chân không sẽ làm rõ lý do tại sao tích hợp chân không lại cải thiện đáng kể chất lượng đầu ra. Quá trình này diễn ra theo nhiều giai đoạn riêng biệt mà máy điều khiển tự động thông qua bộ điều khiển logic lập trình (PLC) hoặc giao diện màn hình cảm ứng.
Chu trình bắt đầu với việc chuẩn bị và nạp khuôn. Người vận hành đặt hợp chất cao su chưa được xử lý - ở dạng phôi, tấm hoặc phôi đã được cân trước - vào khoang khuôn đã được gia nhiệt. Khuôn đóng lại một phần và bơm chân không kích hoạt, hút không khí và hơi ẩm còn sót lại ra khỏi khoang khuôn thông qua các kênh chân không tích hợp. Sau khi đạt được mức chân không mục tiêu và được giữ trong thời gian dừng đã đặt, thường là 15 đến 60 giây, máy ép sẽ đóng hoàn toàn để tạo áp lực đúc. Sự kết hợp của nhiệt được truyền qua các trục lăn được làm nóng, áp suất tác dụng và sự vắng mặt của khí bị mắc kẹt sau đó sẽ tạo ra phản ứng liên kết ngang đồng đều trên toàn bộ khối cao su. Sau khi hết thời gian xử lý đã lập trình - thay đổi từ một đến ba mươi phút tùy thuộc vào loại hợp chất cao su và độ dày bộ phận - máy ép sẽ mở ra, chân không được giải phóng và bộ phận đã xử lý được tháo ra.
Độ chính xác của việc kiểm soát nhiệt độ cũng quan trọng không kém. Máy lưu hóa chân không hiện đại duy trì nhiệt độ tấm trong khoảng từ ±1°C đến ±2°C trên toàn bộ bề mặt khuôn bằng cách sử dụng các bộ phận làm nóng bằng điện trở hoặc tấm làm nóng bằng hơi nước, kết hợp với cảm biến nhiệt độ nhúng và bộ điều khiển PID vòng kín. Tính đồng nhất này đảm bảo quá trình xử lý nhất quán trong toàn bộ sản phẩm, loại bỏ nguy cơ các trung tâm được xử lý kém hoặc các bề mặt được xử lý quá mức có thể xảy ra khi có sự chênh lệch nhiệt độ trên khuôn.

Các thành phần cốt lõi và chức năng của chúng
Hiệu suất của máy lưu hóa cao su chân không phụ thuộc vào chất lượng và sự tích hợp của các thành phần cấu trúc và chức năng chính của nó. Mỗi phần tử đóng một vai trò xác định trong việc đạt được sự lưu hóa nhất quán, không có khuyết tật.
Tấm ép nóng
Các tấm ép là những tấm phẳng, cứng mà khuôn được nén vào giữa. Trong các máy lưu hóa chân không, các tấm ép được sản xuất từ thép cao cấp có gắn các bộ phận làm nóng hoặc các kênh bên trong để lưu thông hơi nước. Dung sai độ phẳng là rất quan trọng - một tấm ép có bề mặt tiếp xúc không đồng đều sẽ tạo ra sự phân bố áp suất không đồng đều trên khuôn, dẫn đến sự thay đổi độ dày và quá trình xử lý không hoàn toàn ở vùng áp suất thấp. Các máy cao cấp chỉ định độ phẳng của trục lăn trong phạm vi 0,05 mm trên bề mặt làm việc và sử dụng cảm biến nhiệt độ đa điểm để phát hiện và bù đắp cho mọi sự không đồng đều về nhiệt.
Hệ thống chân không
Hệ thống chân không bao gồm một máy bơm chân không - thường là loại cánh quạt quay hoặc loại vít khô - được kết nối với khoang khuôn thông qua một mạch kín bao gồm các đường chân không, bể đệm chân không, van điện từ và máy đo chân không. Bể đệm lưu trữ thể tích đã được sơ tán trước để khoang khuôn có thể được đưa nhanh chóng đến mức chân không mục tiêu mà không làm máy bơm bị quá tải. Việc niêm phong chân không của bề mặt khuôn đạt được thông qua các miếng đệm ngoại vi hoặc các kênh vòng chữ O được gia công vào dây chuyền chia khuôn. Tính toàn vẹn của hệ thống bịt kín này là cơ bản - bất kỳ sự rò rỉ nào cũng làm giảm mức chân không có thể đạt được và làm ảnh hưởng đến hiệu quả loại bỏ không khí.
Hệ thống kẹp thủy lực hoặc cơ khí
Lực kẹp giữ khuôn đóng trong quá trình lưu hóa được tạo ra bởi hệ thống xi lanh thủy lực hoặc, trong các máy nhỏ hơn, bằng cơ cấu chuyển đổi cơ học. Hệ thống thủy lực cung cấp khả năng kiểm soát áp suất chính xác và có thể lập trình hơn và là tiêu chuẩn trong các máy lưu hóa chân không cấp sản xuất. Lực kẹp dao động từ mức thấp tới 50 kN trong phòng thí nghiệm hoặc các máy chi tiết nhỏ đến hơn 10.000 kN trong máy ép công nghiệp lớn dành cho ô tô hoặc các sản phẩm cao su công nghiệp. Kiểm soát áp suất chính xác là điều cần thiết vì cả áp suất thấp và áp suất quá cao đều tạo ra các bộ phận bị lỗi - nhấp nháy, không chính xác về kích thước hoặc nứt do ứng suất gây ra.
Hệ thống điều khiển PLC
Các máy lưu hóa chân không hiện đại được trang bị bộ điều khiển logic lập trình và giao diện người-máy màn hình cảm ứng (HMI) cho phép người vận hành lưu trữ, gọi lại và giám sát các chương trình xử lý đối với các hợp chất cao su và cấu hình khuôn khác nhau. Một chương trình điển hình lưu trữ nhiệt độ mục tiêu, thời gian xử lý, mức chân không, thời gian dừng chân không và áp suất kẹp dưới dạng một công thức duy nhất. PLC giám sát phản hồi của cảm biến trong thời gian thực và tạo ra các cảnh báo về sai lệch, đảm bảo khả năng truy nguyên quy trình và chất lượng đồng nhất theo từng đợt.
Các loại máy lưu hóa cao su chân không
Máy lưu hóa cao su chân không có nhiều cấu hình, mỗi cấu hình phù hợp với khối lượng sản xuất, hình dạng sản phẩm và loại cao su khác nhau. Việc chọn đúng loại máy cũng quan trọng như việc xác định đúng thông số quy trình.
| Loại máy | Cấu hình | Phù hợp nhất cho |
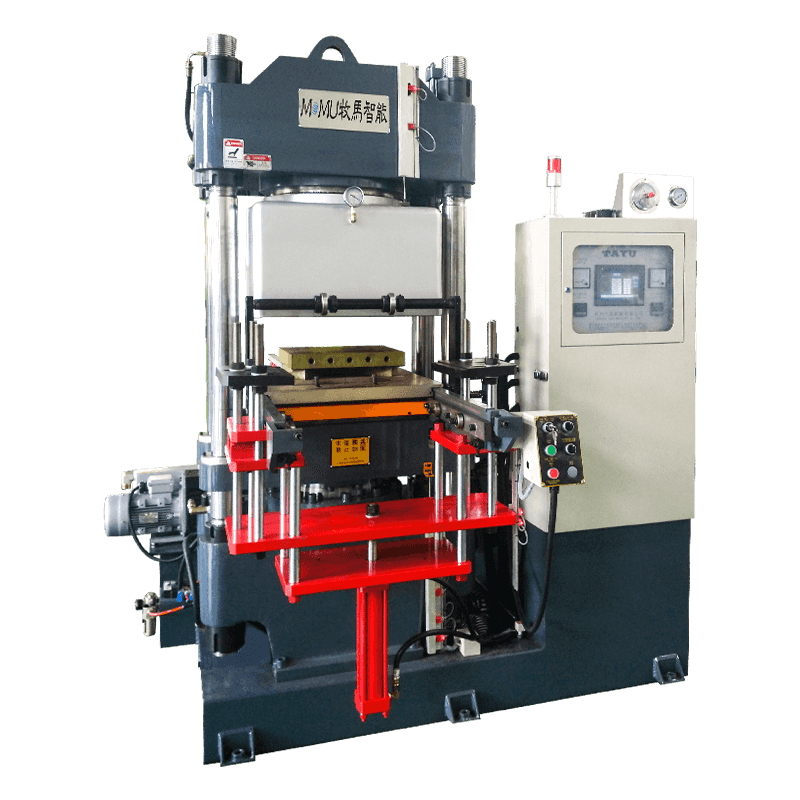
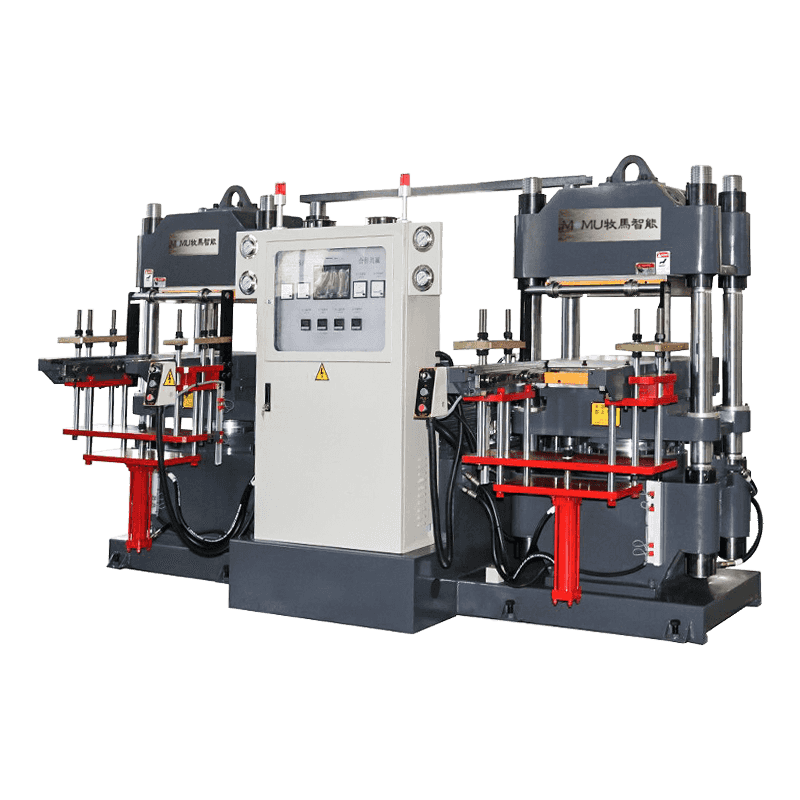
| Máy ép phẳng một ngày | Một khuôn mở giữa hai trục lăn | Các bộ phận, vòng đệm, miếng đệm bằng cao su phẳng vừa và nhỏ |
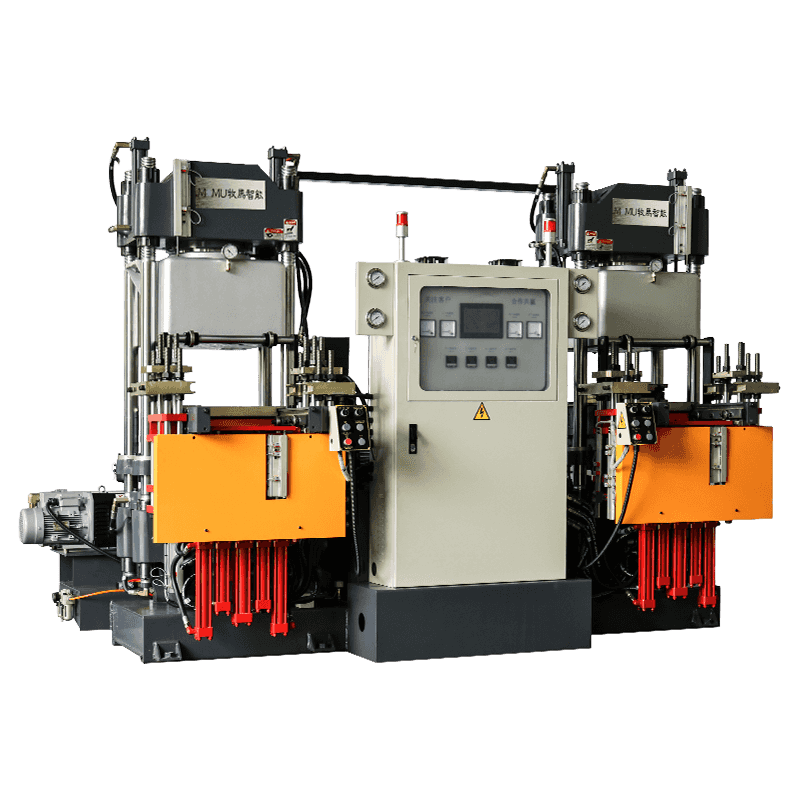
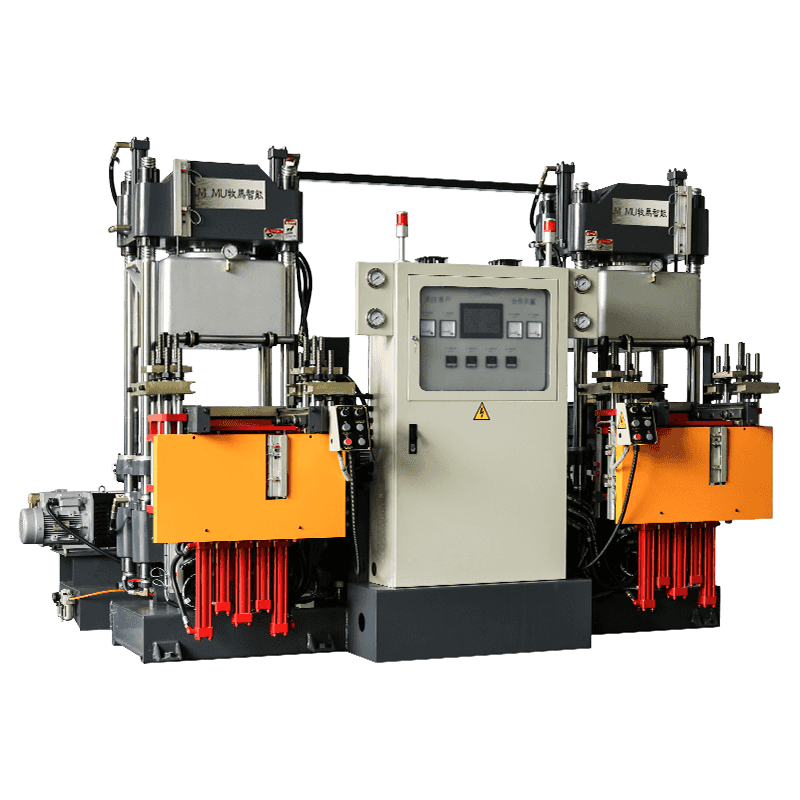
| Máy ép nhiều ngày | Nhiều lỗ khuôn xếp chồng lên nhau trên một lần nhấn | Sản xuất tấm cao su phẳng hoặc mỏng số lượng lớn |
| Máy ép quay hoặc băng chuyền | Bệ đa trạm quay với nguồn nhiệt cố định | Đế giày, môi trường sản xuất liên tục |
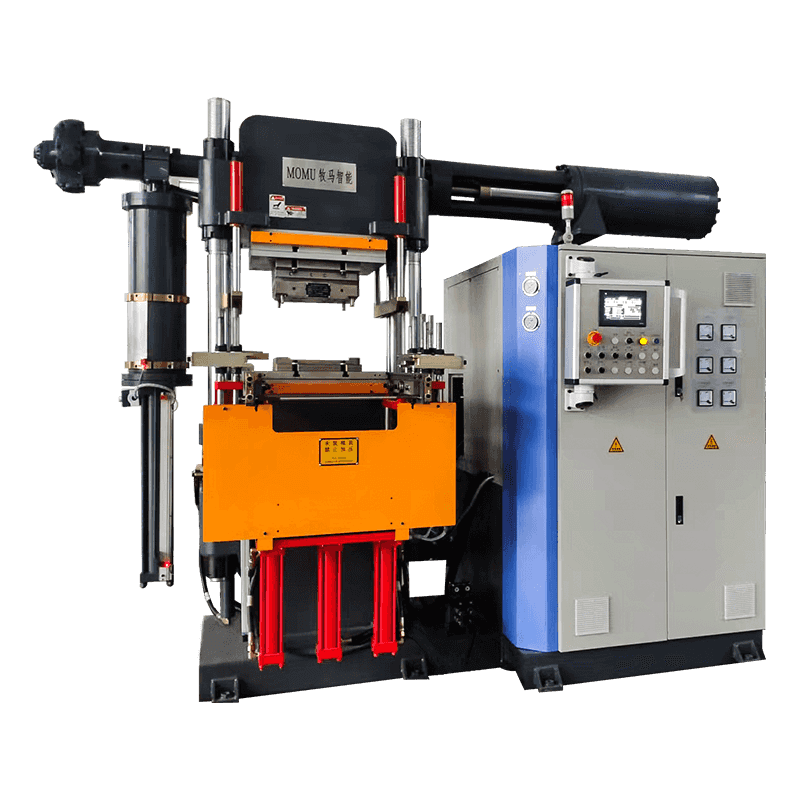
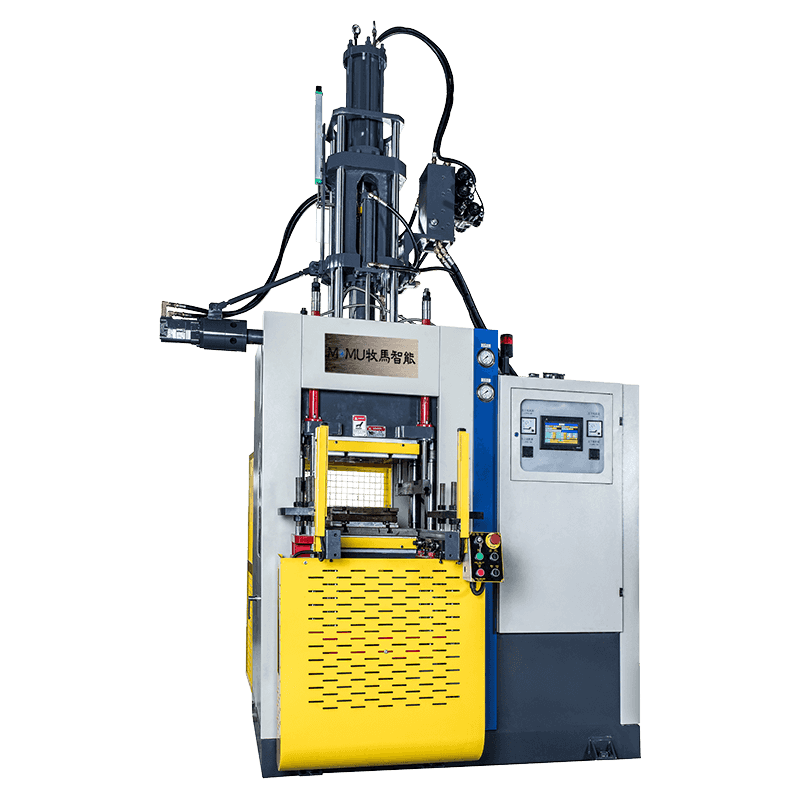
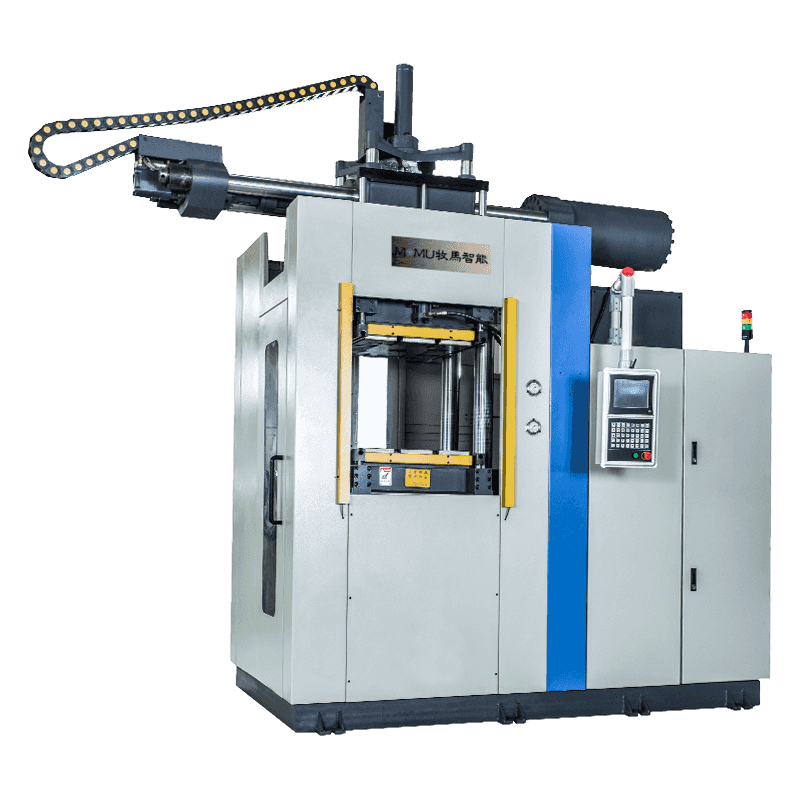
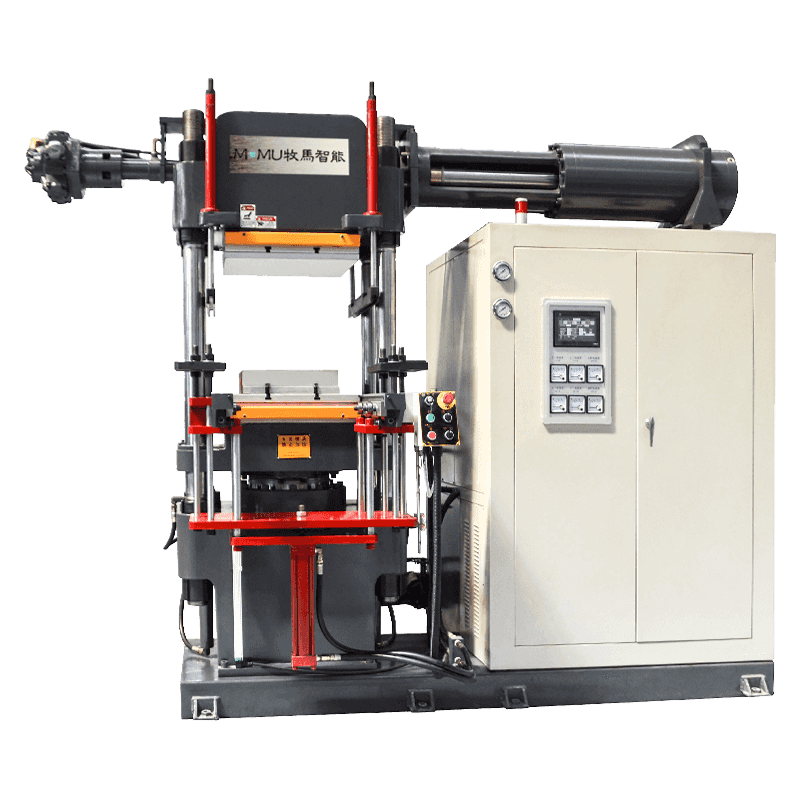
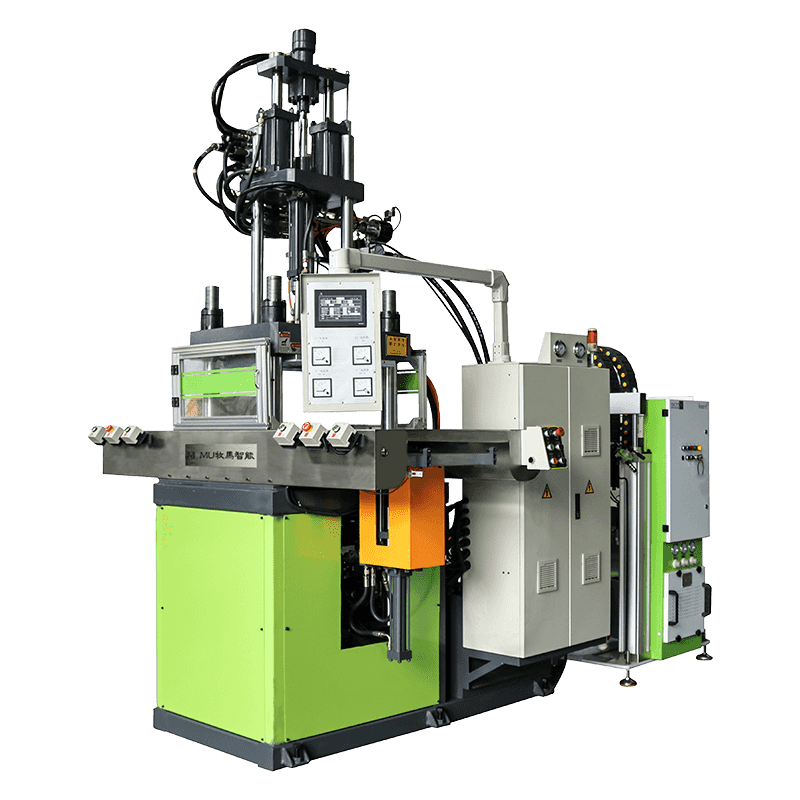
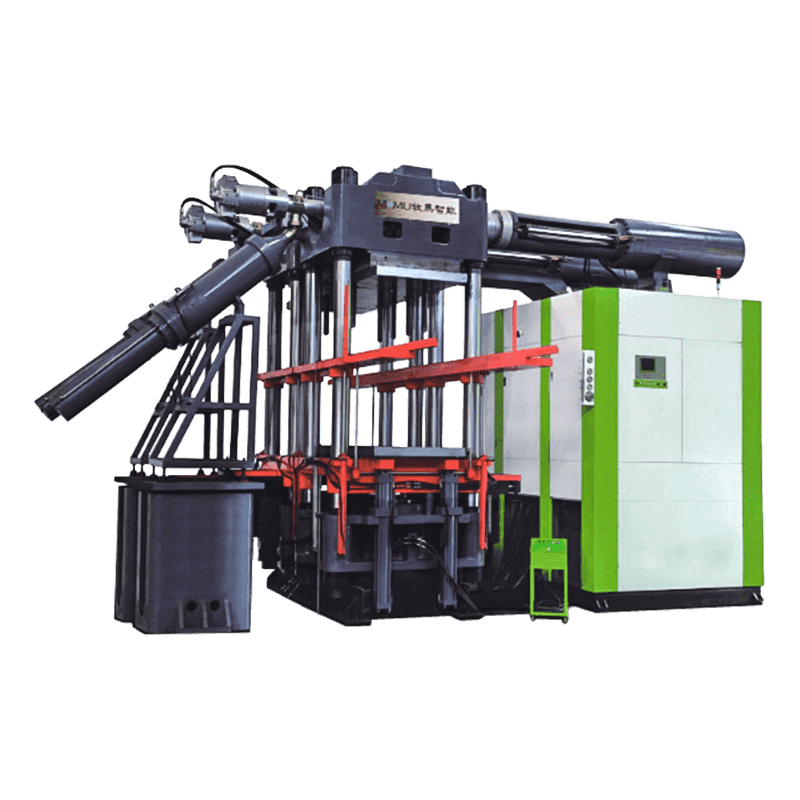
| Máy ép phun dọc | Cao su được bơm dưới áp lực vào khuôn kín | Các bộ phận 3D phức tạp, các bộ phận được đúc khuôn, cao su kỹ thuật |
| Máy ép chân không màng | Màng silicon dẻo tạo chân không và áp suất | Vật liệu tổng hợp liên kết cao su, chất nền cong hoặc không đều |
| Phòng thí nghiệm / Máy ép để bàn | Thiết bị chiếu sáng ban ngày nhỏ gọn có khả năng hút chân không | R&D, thử nghiệm hỗn hợp, chạy nguyên mẫu nhỏ |
Ưu điểm của lưu hóa chân không so với ép tiêu chuẩn
Việc đầu tư vào khả năng chân không trên máy ép cao su thông thường được chứng minh bằng những cải tiến có thể đo lường được trên một số chỉ số chất lượng và sản xuất. Những lợi thế này trở nên đặc biệt quan trọng khi sản xuất các bộ phận chính xác với dung sai kích thước chặt chẽ, hình học phức tạp hoặc các đặc tính cơ học quan trọng về hiệu suất.
- Loại bỏ độ xốp và khoảng trống: Loại bỏ không khí trước khi xử lý sẽ ngăn ngừa sự hình thành bong bóng bên trong và các vết rỗ trên bề mặt làm giảm độ bền kéo, độ giãn dài và hiệu suất bịt kín của các bộ phận cao su. Điều này đặc biệt quan trọng đối với vòng chữ O, màng ngăn và các sản phẩm cao su cấp y tế nơi tính toàn vẹn bên trong là không thể thương lượng.
- Cải thiện bề mặt hoàn thiện: Điều kiện chân không cho phép hợp chất cao su chảy hoàn toàn hơn vào chi tiết khuôn mịn, tạo ra các cạnh sắc nét hơn, dập nổi văn bản hoặc logo sạch hơn và bề mặt tổng thể mượt mà hơn mà không có vết bẩn do khí đọng lại.
- Tính chất cơ học phù hợp hơn: Mật độ đồng nhất trên toàn bộ phần được xử lý có nghĩa là các giá trị độ cứng, độ bền kéo và độ nén nhất quán trên toàn bộ lô - rất quan trọng đối với các bộ phận được sử dụng trong các ứng dụng bịt kín, cách ly rung hoặc chịu tải.
- Giảm tỷ lệ phế liệu và làm lại: Các khuyết tật được phát hiện khi kiểm tra đòi hỏi phải làm lại hoặc loại bỏ toàn bộ bộ phận. Lưu hóa chân không làm giảm đáng kể tỷ lệ phồng rộp, độ xốp và khuyết tật ngắn, giảm tỷ lệ phế liệu cũng như chi phí vật liệu và nhân công liên quan.
- Khả năng tương thích với các hợp chất nhạy cảm với độ ẩm: Một số công thức cao su đặc biệt, đặc biệt là cao su silicon và một số hợp chất EPDM, đặc biệt dễ bị phồng rộp bề mặt do độ ẩm còn sót lại. Xử lý chân không loại bỏ đáng tin cậy kiểu hư hỏng này mà không yêu cầu các bước sấy bổ sung.
- Liên kết tốt hơn trong các tổ hợp cao su với kim loại và cao su với vải: Khi cao su được lưu hóa trực tiếp lên các miếng kim loại hoặc chất nền vải, không khí bị giữ lại ở bề mặt sẽ ngăn cản sự bám dính hoàn toàn. Hút chân không trước khi ép đảm bảo sự tiếp xúc chặt chẽ giữa cao su và chất nền, tạo ra các liên kết bền hơn và đáng tin cậy hơn.
Các ngành và sản phẩm dựa vào lưu hóa chân không
Máy lưu hóa cao su chân không phục vụ nhiều ngành công nghiệp trong đó chất lượng sản phẩm cao su ảnh hưởng trực tiếp đến độ an toàn, độ tin cậy hoặc việc tuân thủ quy định. Các lĩnh vực sau đây đại diện cho các lĩnh vực ứng dụng quan trọng nhất.
Niêm phong và miếng đệm ô tô
Các bộ phận cao su ô tô bao gồm đệm cửa, đệm kênh cửa sổ, đệm động cơ và màng chắn hệ thống phanh được sản xuất bằng lưu hóa chân không để đảm bảo tính nhất quán về kích thước và không có khoảng trống bên trong có thể dẫn đến rò rỉ hoặc hỏng hóc sớm. Triết lý chất lượng không có khuyết tật của ngành công nghiệp ô tô khiến việc xử lý chân không trở nên bắt buộc một cách hiệu quả đối với các bộ phận bịt kín quan trọng về an toàn được cung cấp cho các OEM lớn.
Ứng dụng y tế và dược phẩm
Các thành phần cao su và silicone cấp y tế - bao gồm ống tiêm, màng van, mặt nạ hô hấp và ống - phải đáp ứng các tiêu chuẩn nghiêm ngặt về độ tinh khiết và tính toàn vẹn cấu trúc. Lưu hóa chân không giúp loại bỏ rủi ro ô nhiễm liên quan đến không khí bị mắc kẹt trong khi vẫn đảm bảo độ mịn bề mặt và độ chính xác về kích thước cần thiết cho các sản phẩm tương thích sinh học. Nhiều tiêu chuẩn về thiết bị y tế ngầm yêu cầu xử lý chân không như một phần của thực hành sản xuất tốt đối với các bộ phận cao su đúc.
Sản xuất đế giày dép
Trong ngành công nghiệp giày dép, máy ép lưu hóa chân không được sử dụng để sản xuất đế ngoài bằng cao su có rãnh sắc nét, mật độ ổn định và độ bám dính mạnh với vật liệu phía trên. Chức năng chân không đặc biệt có giá trị khi đúc các đế ngoài có bề mặt dày, nơi mà việc giữ không khí trong các hốc gai sâu là một thách thức dai dẳng trong quá trình ép thông thường. Máy ép lưu hóa chân không kiểu băng chuyền được sử dụng rộng rãi trong các nhà máy giày dép số lượng lớn trên khắp châu Á cho ứng dụng này.
Con dấu hàng không vũ trụ và quốc phòng
Phớt cao su và vòng chữ O được sử dụng trong hệ thống thủy lực hàng không vũ trụ, hệ thống nhiên liệu và kiểm soát môi trường phải đáp ứng dung sai cực kỳ chặt chẽ về độ cứng, bộ nén và tính đồng nhất bên trong. Lưu hóa chân không là phương pháp tiêu chuẩn cho các bộ phận này vì hậu quả của việc hư hỏng vòng đệm trong quá trình sử dụng là rất nghiêm trọng. Thông số kỹ thuật cao su cấp hàng không vũ trụ thường yêu cầu rõ ràng việc đúc chân không như một phần của quy trình sản xuất đã được phê duyệt.
Các yếu tố chính cần đánh giá khi chọn máy
Việc chọn máy lưu hóa cao su chân không phù hợp cho một ứng dụng sản xuất cụ thể đòi hỏi phải đánh giá một cách có hệ thống các yêu cầu của quy trình, khối lượng sản xuất và cân nhắc hoạt động lâu dài. Ưu tiên giá mua thấp nhất mà không đánh giá tổng chi phí sở hữu thường dẫn đến các vấn đề về chất lượng tái diễn và chi phí vòng đời cao hơn.
- Kích thước trục lăn và độ mở ánh sáng ban ngày: Kích thước của trục lăn làm việc phải phù hợp với khuôn lớn nhất mà bạn định chạy, với lề vừa đủ. Cửa mở ban ngày - khoảng cách tối đa giữa các tấm ép mở - phải đủ cho chiều cao khuôn cộng với khoảng trống khi tháo bộ phận.
- Lực kẹp tối đa: Tính toán lực kẹp cần thiết bằng cách nhân diện tích dự kiến của khoang khuôn với áp suất đúc cần thiết (thường là 5 đến 20 MPa tùy thuộc vào hợp chất cao su và hình dạng bộ phận). Trọng tải định mức của máy phải vượt quá con số này một cách thoải mái.
- Mức chân không và công suất bơm có thể đạt được: Xác nhận máy có thể đạt -0,095 MPa hoặc cao hơn và công suất bơm chân không phù hợp với thể tích khoang khuôn để đạt được mức chân không mục tiêu trong thời gian dừng chấp nhận được.
- Phạm vi nhiệt độ và đặc điểm đồng nhất: Xác minh nhiệt độ vận hành tối đa bao gồm nhiệt độ xử lý hợp chất cao su của bạn và yêu cầu dữ liệu về độ đồng đều của nhiệt độ trục lăn được ghi lại - lý tưởng là ±2°C hoặc cao hơn trên toàn bộ bề mặt trục lăn.
- Hệ thống điều khiển và ghi dữ liệu: Đối với hoạt động sản xuất quan trọng về chất lượng, hãy ưu tiên các máy có tính năng ghi dữ liệu toàn bộ quy trình, quản lý công thức và ghi lịch sử cảnh báo. Những khả năng này hỗ trợ các yêu cầu của hệ thống chất lượng theo tiêu chuẩn ISO và ngành cụ thể, đồng thời đơn giản hóa việc phân tích nguyên nhân gốc rễ khi xảy ra lỗi.
- Hỗ trợ sau bán hàng và sẵn có phụ tùng thay thế: Hệ thống chân không, các bộ phận thủy lực và bộ phận làm nóng đều cần được bảo trì định kỳ và thay thế cuối cùng. Xác nhận rằng nhà sản xuất hoặc đại lý địa phương của họ có thể cung cấp kịp thời các phụ tùng thay thế quan trọng, đồng thời xem xét các điều khoản bảo hành và tính sẵn có của kỹ sư dịch vụ tại chỗ trước khi cam kết với nhà cung cấp.
Thực hành bảo trì bảo vệ hiệu suất máy
Máy lưu hóa cao su chân không được bảo trì tốt sẽ mang lại chất lượng ổn định và tuổi thọ dài hơn. Đặc biệt, việc bỏ qua việc bảo trì định kỳ đối với các hệ thống chân không và thủy lực sẽ dẫn đến suy giảm hiệu suất dần dần và thường bị chẩn đoán nhầm là sự cố quy trình hoặc vật liệu hơn là sự cố máy móc.
- Kiểm tra và thay dầu bơm chân không theo định kỳ do nhà sản xuất quy định - thường là sau mỗi 500 đến 1.000 giờ hoạt động - vì ô nhiễm dầu làm giảm đáng kể hiệu suất bơm và mức chân không có thể đạt được.
- Kiểm tra các miếng đệm kín khuôn và vòng chữ O trước mỗi lần sản xuất và thay thế ngay lập tức khi phát hiện thấy sự hao mòn, bộ nén hoặc hư hỏng, vì ngay cả sự rò rỉ phốt nhỏ cũng ngăn cản đạt được mức chân không mục tiêu.
- Xác minh tính đồng nhất của nhiệt độ tấm ép theo định kỳ bằng cách sử dụng phép đo cặp nhiệt điện đa điểm đã được hiệu chuẩn và hiệu chỉnh lại bộ điều khiển nhiệt độ PID nếu độ lệch vượt quá thông số kỹ thuật.
- Theo dõi tình trạng dầu thủy lực và trạng thái bộ lọc, thay thế bộ lọc và chất lỏng theo lịch bảo dưỡng để tránh hao mòn van và rò rỉ xi lanh có thể gây ra lực kẹp không đồng đều.
- Giữ cho bề mặt trục lăn sạch sẽ và không tích tụ tia lửa cao su, vì cặn tích tụ sẽ tạo ra sự tiếp xúc không đồng đều với khuôn và gây ra sự thay đổi nhiệt độ và áp suất cục bộ làm giảm chất lượng bộ phận.