Tại sao chân không thay đổi mọi thứ trong quá trình lưu hóa cao su
Lưu hóa cao su - quá trình chuỗi polyme liên kết ngang sử dụng nhiệt và áp suất để biến cao su thô thành vật liệu bền, đàn hồi - đã được thực hiện trong công nghiệp hơn 180 năm. Tuy nhiên, việc đưa công nghệ chân không vào quá trình lưu hóa là một trong những cải tiến quan trọng nhất trong sản xuất cao su hiện đại. A máy lưu hóa cao su chân không sơ tán không khí và khí bị mắc kẹt khỏi hợp chất cao su và khoang khuôn trước và trong quá trình xử lý, loại bỏ độ xốp, lỗ rỗng và khuyết tật bề mặt mà quá trình lưu hóa ở áp suất khí quyển chắc chắn tạo ra trong các bộ phận chính xác.
Kết quả là tạo ra một sản phẩm vượt trội có thể đo lường được: mạng lưới liên kết chéo dày đặc hơn, tính chất cơ học được cải thiện, độ chính xác về kích thước tốt hơn và bề mặt không có khuyết tật - tất cả đều quan trọng trong các ứng dụng mà hư hỏng thành phần cao su gây ra các hậu quả về an toàn hoặc pháp lý. Khi nhu cầu về các bộ phận cao su chính xác tăng lên trong các lĩnh vực ô tô, hàng không vũ trụ, y tế và điện tử, máy lưu hóa chân không đã chuyển từ thiết bị đặc biệt sang dụng cụ công nghiệp chính thống.
Quá trình lưu hóa: Thông thường và chân không
Để hiểu giá trị của lưu hóa chân không, sẽ rất hữu ích khi kiểm tra chính xác những điểm yếu của các phương pháp thông thường.
Đúc nén hoặc chuyển thông thường
Trong quá trình lưu hóa nén hoặc chuyển tiêu chuẩn, một hợp chất cao su được đặt trong khuôn được nung nóng và áp suất được tác dụng để ép vật liệu vào khoang khuôn. Không khí bị mắc kẹt trong hỗn hợp hoặc tại bề mặt phân cách giữa khuôn và hỗn hợp không có đường thoát. Khi nhiệt độ tăng lên và liên kết ngang bắt đầu, không khí bị mắc kẹt này tạo thành các lỗ rỗng siêu nhỏ - lỗ chân lông, vết phồng rộp và vết rỗ trên bề mặt - làm giảm mật độ, độ bền kéo và tuổi thọ mỏi của bộ phận. Đối với các sản phẩm tiêu dùng không quan trọng, sự xuống cấp này có thể chấp nhận được. Đối với vòng đệm, màng chắn, linh kiện thiết bị y tế và miếng đệm hàng không vũ trụ thì không.
Lưu hóa được hỗ trợ chân không
Máy lưu hóa cao su chân không áp dụng chân không được kiểm soát - thường trong khoảng –0,08 đến –0,098 MPa (khoảng –80 đến –98 kPa) - vào khoang khuôn trước khi phun hoặc nén hỗn hợp, và duy trì độ chân không đó trong suốt giai đoạn xử lý ban đầu. Quá trình sơ tán này sẽ loại bỏ các khí hòa tan khỏi ma trận cao su, loại bỏ các túi khí ở bề mặt và làm giảm điểm sôi của hơi ẩm trong hợp chất, hút nó ra trước khi truyền nhiệt. Sau đó, chu trình đóng rắn được tiến hành dưới cả áp suất chân không và áp suất tác dụng, tạo ra một phần được cố kết hoàn toàn, không có khoảng trống.
Ưu điểm kỹ thuật chính của lưu hóa chân không
Lợi ích hiệu suất của lưu hóa chân không có thể định lượng được qua nhiều số liệu quy trình và chất lượng:
- Loại bỏ độ xốp và khoảng trống — Hút chân không loại bỏ không khí bị mắc kẹt trước khi gel hóa khóa nó vào đúng vị trí. Các bộ phận đạt được mật độ tương đối gần đạt mức tối đa về mặt lý thuyết đối với hợp chất, điều này trực tiếp chuyển thành độ bền kéo được cải thiện, độ giãn dài khi đứt và khả năng chống mỏi.
- Chất lượng bề mặt vượt trội — Không có không khí bị mắc kẹt ở bề mặt khuôn-cao su, bề mặt hoàn thiện mịn, sạch về mặt thẩm mỹ và không bị rỗ. Điều này đặc biệt quan trọng đối với ống kính silicon cấp quang học, ống y tế và hàng cao su hướng tới người tiêu dùng, nơi tính thẩm mỹ ảnh hưởng đến chất lượng cảm nhận.
- Độ chính xác chiều tốt hơn — Hợp nhất không có khoảng trống tạo ra các bộ phận phù hợp chính xác với hình dạng khuôn. Độ co ngót có thể dự đoán và đồng đều hơn, giảm sự biến đổi kích thước sau xử lý — một lợi thế chính cho vòng chữ O, vòng đệm và các bộ phận đúc có dung sai chặt chẽ.
- Cải thiện dòng hỗn hợp trong hình học phức tạp — Hút chân không hỗ trợ chuyển động hỗn hợp vào các đường cắt sâu, các phần mỏng và các đặc điểm khuôn phức tạp mà việc phun áp suất khí quyển khó có thể lấp đầy hoàn toàn.
- Giảm tỷ lệ phế liệu và làm lại — Bằng cách loại bỏ nguyên nhân chính gây ra các khiếm khuyết về hình ảnh và cấu trúc trong cao su đúc, quá trình lưu hóa chân không làm giảm đáng kể tỷ lệ loại bỏ trên các bộ phận chính xác, cải thiện hiệu suất thiết bị tổng thể (OEE) cho các hoạt động đúc cao su.
- Khả năng tương thích với các hợp chất nhạy cảm với độ ẩm — Cao su silicon, EPDM và một số chất đàn hồi đặc biệt đặc biệt nhạy cảm với độ ẩm còn sót lại trong quá trình lưu hóa. Khử khí chân không trước khi gia nhiệt sẽ loại bỏ độ ẩm này một cách hiệu quả, ngăn ngừa hiện tượng xốp do hơi nước tạo ra ở phần được xử lý.
Các loại máy lưu hóa cao su chân không
Thiết bị lưu hóa chân không có nhiều cấu hình, mỗi cấu hình phù hợp với quy mô sản xuất, loại cao su và hình dạng bộ phận khác nhau.
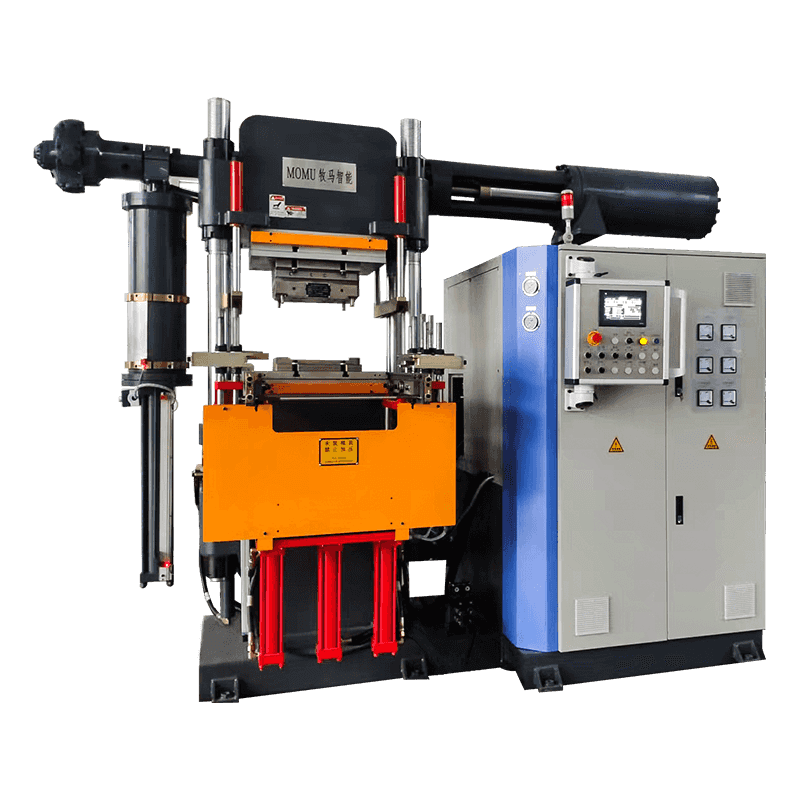
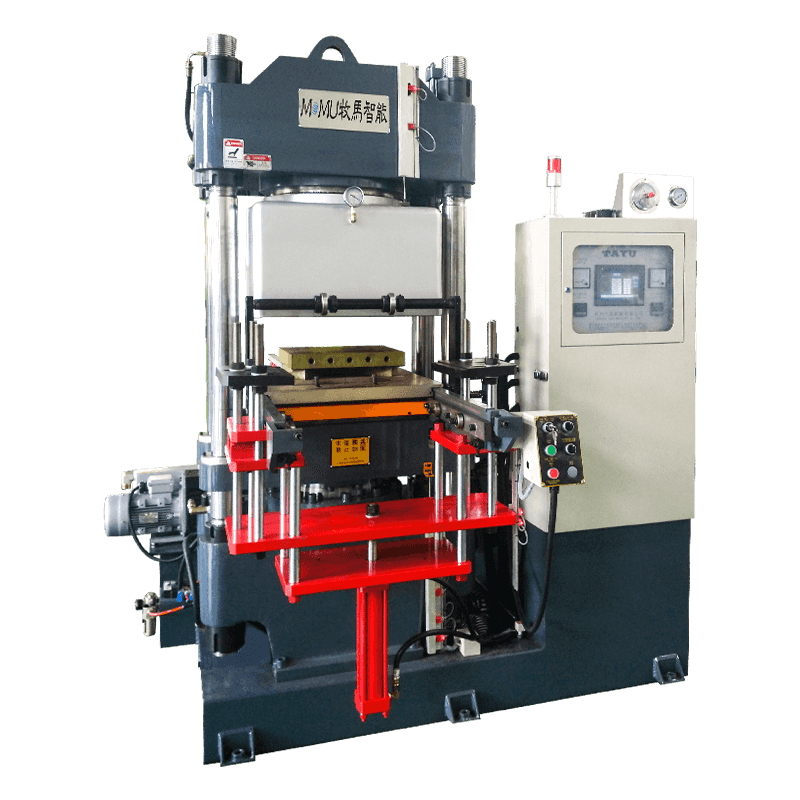
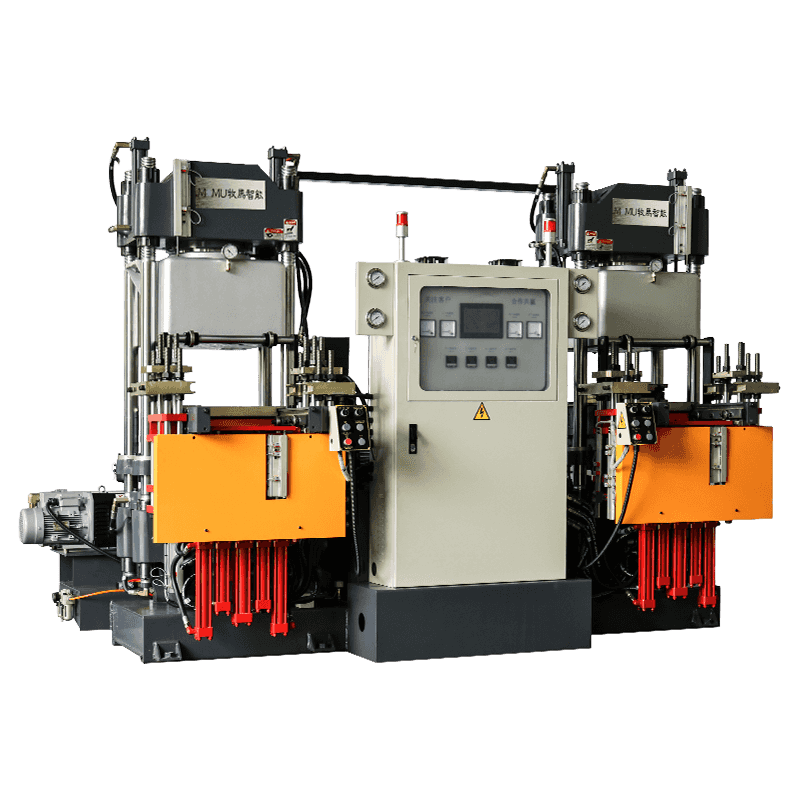
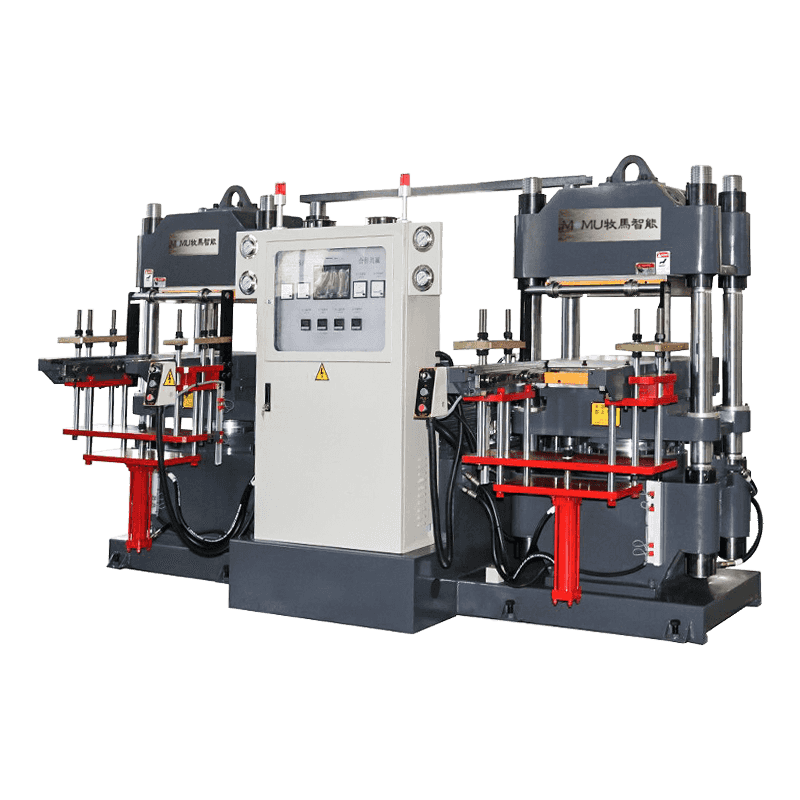
Máy ép khuôn nén chân không
Cấu hình được sử dụng rộng rãi nhất trong đúc cao su hàng loạt. Một máy ép thủy lực với các trục lăn được gia nhiệt sẽ nén khuôn; một mạch chân không - được tích hợp vào khuôn hoặc được áp dụng thông qua buồng chân không ngoại vi - hút chân không khỏi khoang trước và trong khi đóng. Thích hợp cho các tấm phẳng, tấm, miếng đệm và các cấu hình đúc tương đối đơn giản. Nhiệt độ tấm thường dao động từ 150°C đến 200°C , với áp suất thủy lực từ 10 đến 200 tấn tùy thuộc vào kích thước bộ phận và độ nhớt của hỗn hợp.
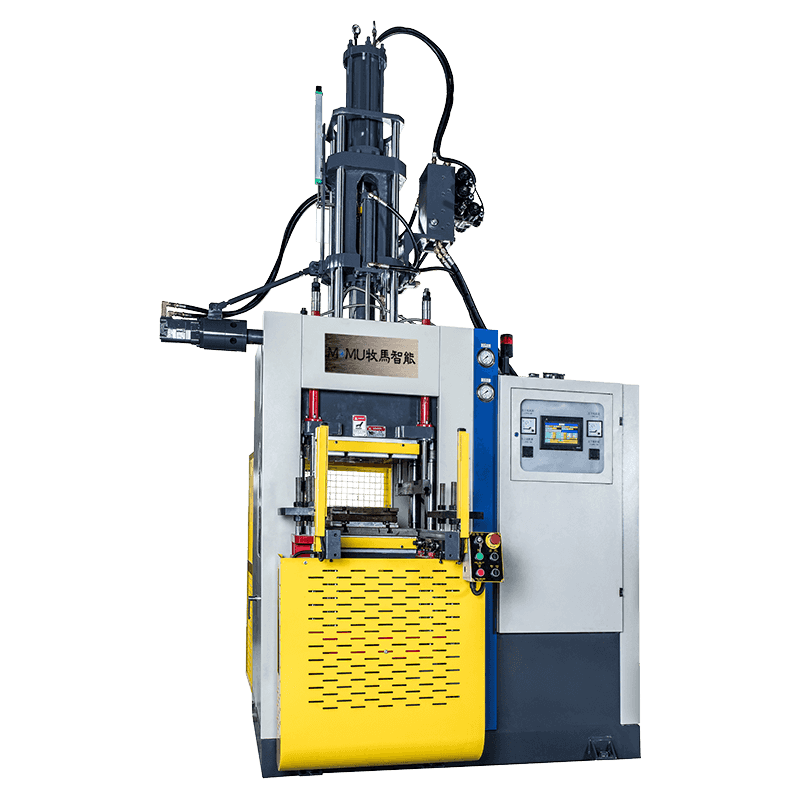
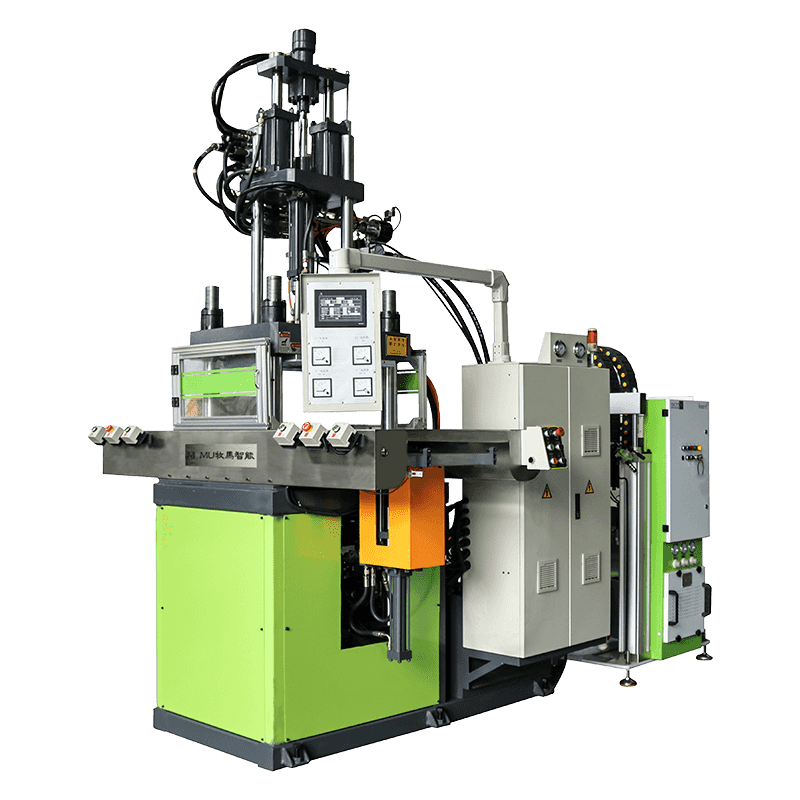
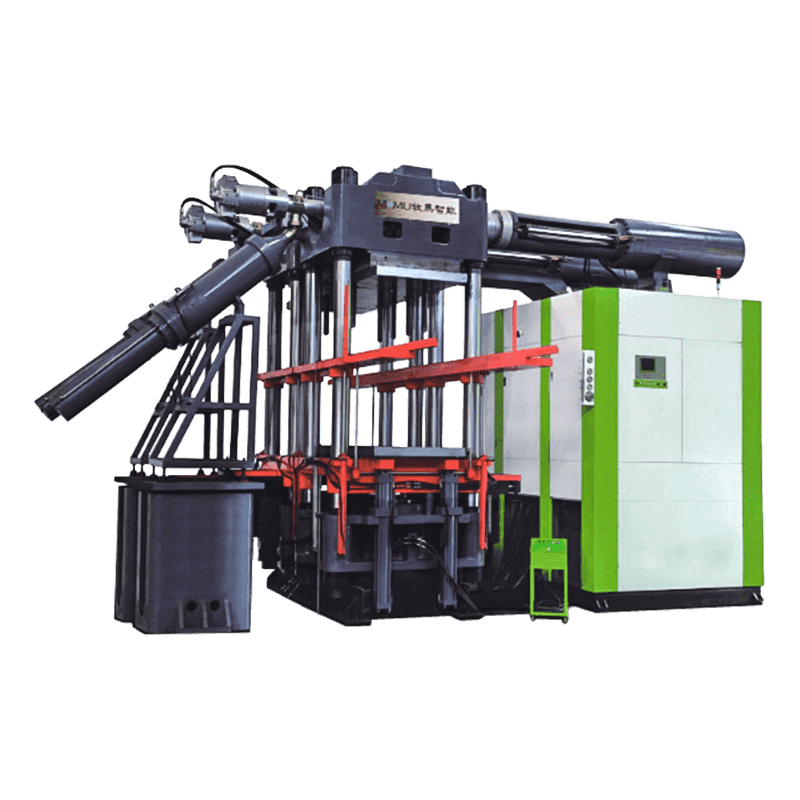
Máy ép phun chân không
Kết hợp việc sơ tán khoang chân không với việc phun hợp chất cao su dẻo trước dưới áp suất. Khuôn được niêm phong và chân không trước khi bắt đầu phun, sau đó hợp chất được bơm vào khoang chân không. Cấu hình này mang lại sự nhất quán về chiều tốt nhất cho các bộ phận ba chiều phức tạp được sản xuất với số lượng lớn — vòng đệm ô tô, vòng đệm đầu nối và các bộ phận thiết bị y tế là những ứng dụng điển hình. Thời gian chu kỳ ngắn hơn so với đúc nén do đo lường hỗn hợp chính xác và điền nhanh hơn.
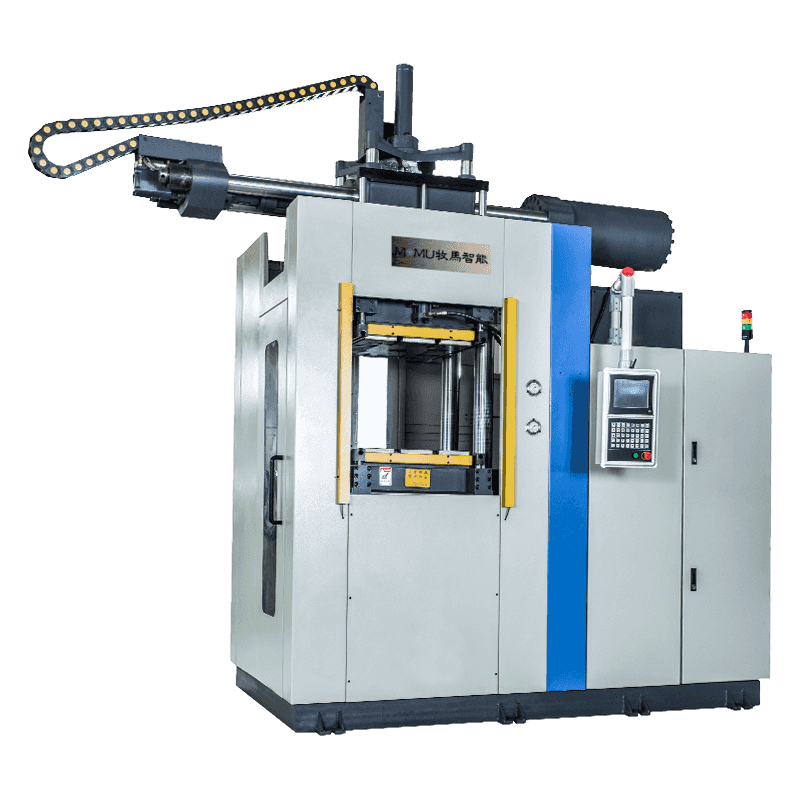
Máy lưu hóa nồi hấp chân không
Được sử dụng cho các bộ phận cao su lớn, có hình dạng không đều - ống mềm, khe co giãn, ống lót cao su và cụm composite - không thể chứa được bằng khuôn ép thông thường. Bộ phận này được đặt trong túi chân không hoặc buồng kín, được sơ tán, sau đó chịu nhiệt độ và áp suất cao (hơi nước hoặc không khí nóng) trong nồi hấp. Phổ biến trong liên kết cao su hàng không vũ trụ và các ứng dụng lót cao su công nghiệp lớn. Thời gian chu kỳ dài hơn nhưng quy trình này đáp ứng được các hình dạng bộ phận mà không phương pháp nào khác có thể xử lý được.
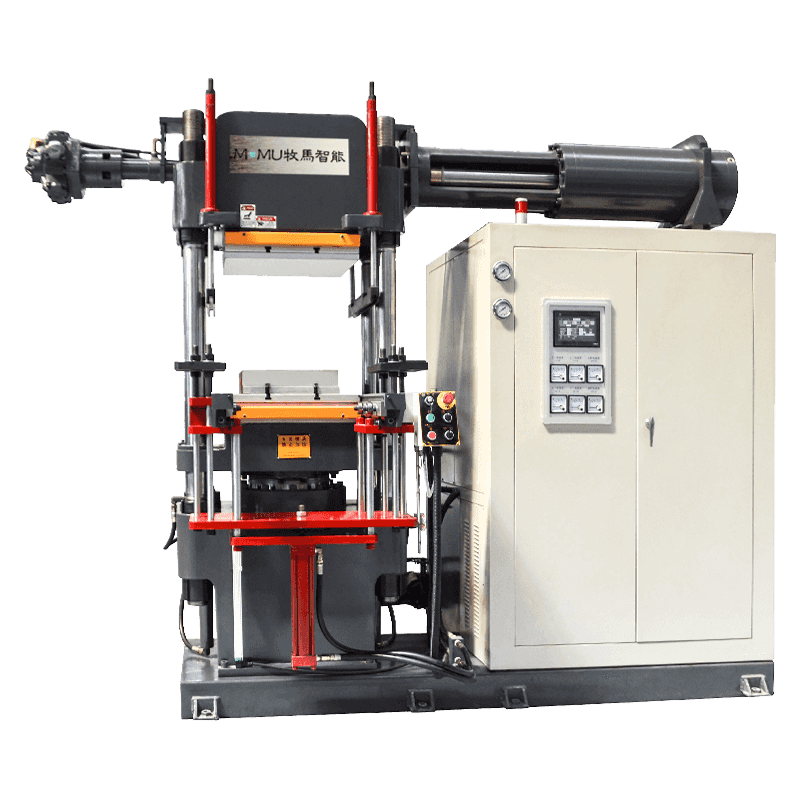
Máy ép lưu hóa tấm chân không (Loại băng tải)
Được thiết kế đặc biệt để lưu hóa băng tải cao su, tấm trải sàn và các sản phẩm phẳng rộng. Nhiều trục lăn được làm nóng sẽ ép một đai hoặc tấm được cấp liệu liên tục trong khi áp dụng chân không vào vùng ép. Phổ biến trong sản xuất băng tải và sản xuất sàn cao su, nơi chiều rộng có thể vượt quá 2.000 mm và yêu cầu công suất liên tục.
Thành phần hệ thống cốt lõi
Máy lưu hóa cao su chân không tích hợp một số hệ thống con phải phối hợp hoạt động để đạt được chất lượng xử lý ổn định.
| Hệ thống con | chức năng | Đặc điểm kỹ thuật chính |
|---|---|---|
| Hệ thống bơm chân không | Di tản khoang khuôn đến áp suất mục tiêu | Chỉ tiêu: ≤–0,095 MPa; bơm cánh gạt hoặc vòng chất lỏng |
| Tấm sưởi ấm / Buồng | Cung cấp và duy trì nhiệt độ xử lý đồng đều | Độ đồng đều ±1–2°C; làm nóng bằng điện hoặc hơi nước |
| Hệ thống kẹp thủy lực | Áp dụng và giữ áp lực đóng khuôn | Trọng tải phù hợp với diện tích bộ phận và độ nhớt của hỗn hợp |
| Hệ thống niêm phong chân không | Duy trì tính toàn vẹn chân không trong chu kỳ xử lý | Vòng đệm chữ O hoặc vòng đệm mê cung tại đường phân khuôn |
| Hệ thống điều khiển PLC | Trình tự các sự kiện chân không, nhiệt độ và áp suất | Hồ sơ chữa bệnh có thể lập trình; khả năng ghi dữ liệu |
| Bộ điều khiển nhiệt độ khuôn | Làm nóng nhanh và điều chỉnh nhiệt độ chính xác | điều khiển PID; thời gian phản hồi <30 giây |
Ứng dụng công nghiệp
Máy lưu hóa cao su chân không được triển khai ở bất cứ nơi nào quá trình lưu hóa thông thường tạo ra tỷ lệ khuyết tật không thể chấp nhận được hoặc ở những nơi mà đặc tính vật liệu phải đáp ứng các tiêu chuẩn hiệu suất nghiêm ngặt.
Hệ thống niêm phong ô tô
Phớt khoang động cơ, miếng đệm cửa và cửa sổ, vòng chữ O của hệ thống nhiên liệu và màng ngăn của hệ thống phanh là một trong những ứng dụng có khối lượng lớn nhất. Một xe chở khách có chứa hơn 400 bộ phận làm kín cao su riêng lẻ , nhiều trong số đó phải đáp ứng tiêu chuẩn không rò rỉ trong vòng đời sử dụng 150.000 km. Đúc chân không đảm bảo tính toàn vẹn của mặt cắt không có khoảng trống giúp thực hiện được điều này.

Thiết bị y tế và dược phẩm
Các thành phần cao su silicon dành cho thiết bị y tế - ống, nút chặn, màng ngăn, bộ phận bơm nhu động và các bộ phận cấy ghép - yêu cầu tuyệt đối không bị xốp và nhiễm bẩn. Lưu hóa chân không là quy trình tiêu chuẩn được chấp nhận để đúc silicon cấp y tế và việc đệ trình quy định cho các thiết bị y tế Loại II và III thường đề cập đến quy trình xử lý chân không như một phần của quy trình sản xuất đã được xác nhận.
Hàng không vũ trụ và quốc phòng
Miếng đệm cửa máy bay, miếng đệm điều áp cabin, chất đàn hồi của hệ thống nhiên liệu và giá đỡ cách ly rung động phải đáp ứng các yêu cầu AS9100 và MIL-spec đề cập rõ ràng về độ xốp và dung sai kích thước. Lưu hóa bằng nồi hấp chân không là phương pháp tiêu chuẩn cho các tổ hợp liên kết cao su cấp hàng không vũ trụ và các thành phần đàn hồi khổ lớn.
Điện tử và bán dẫn
Bàn phím silicon, các điểm tiếp xúc đàn hồi dẫn điện, miếng đệm che chắn EMI và thấu kính silicon cấp quang học cho các ứng dụng LED đều được hưởng lợi từ việc đúc chân không. Độ xốp trong các thành phần này gây ra sự thay đổi điện trở, tán xạ quang học và hư hỏng cơ học sớm - những khiếm khuyết mà quá trình lưu hóa chân không sẽ loại bỏ ở cấp độ quy trình thay vì dựa vào việc kiểm tra và phân loại ở khâu tiếp theo.
Ống công nghiệp và hệ thống băng tải
Ống thủy lực áp suất cao, đường truyền hóa chất và băng tải hoạt động trong môi trường mài mòn hoặc tích cực về mặt hóa học đòi hỏi kết cấu cao su dày đặc, không có khoảng trống để đạt được áp suất nổ định mức và tuổi thọ sử dụng. Nồi hấp chân không hoặc lưu hóa ép tấm chân không cung cấp chất lượng hợp nhất mà các ứng dụng này yêu cầu.
Thông số quy trình và thiết kế chu trình xử lý
Chu trình xử lý cho lưu hóa chân không bao gồm một chuỗi các sự kiện được sắp xếp chính xác. Những sai lệch so với trình tự được tối ưu hóa - đặc biệt là thời gian chân không liên quan đến tốc độ tăng nhiệt độ - ảnh hưởng trực tiếp đến chất lượng bộ phận.
- Tải khuôn và đóng lần đầu — Hợp chất được nạp và khuôn được đóng đến vị trí “nứt” (đóng một phần) để cho phép hút chân không mà không bị nén hoàn toàn.
- Ứng dụng chân không — Bơm chân không sơ tán khoang khuôn đến áp suất mục tiêu (thường ≤–0,09 MPa). Giai đoạn này thường kéo dài từ 30 đến 120 giây tùy thuộc vào thể tích khoang và hàm lượng khí hỗn hợp. Phải đạt được độ chân không trước khi bắt đầu truyền nhiệt đáng kể cho hợp chất - gia nhiệt sớm bắt đầu tạo liên kết ngang trước khi quá trình khử khí hoàn tất.
- Đóng khuôn hoàn toàn trong chân không — Sau khi xác nhận chân không mục tiêu, áp suất kẹp thủy lực tối đa sẽ được áp dụng. Hợp chất chảy vào khoang sơ tán dưới sự hút chân không kết hợp và áp suất cơ học.
- chữa bệnh đẳng nhiệt — Nhiệt độ khuôn được duy trì ở nhiệt độ xử lý quy định (thường là 150–180°C đối với hợp chất NR/SBR; 170–200°C đối với silicone) trong thời gian xử lý t90 được tính toán - thời gian để đạt được 90% mật độ liên kết ngang tối đa được xác định bằng phân tích lưu biến kế.
- Giải phóng áp suất và tháo khuôn - Sau khi hoàn tất quá trình xử lý, áp suất kẹp được giải phóng, chân không thoát ra và khuôn được mở để tháo chi tiết. Quá trình lưu hóa thứ cấp sau xử lý trong lò có thể được chỉ định cho một số hợp chất silicon và fluoroelastomer để hoàn thành liên kết ngang và loại bỏ các sản phẩm phụ xử lý.
Tiêu chí lựa chọn thiết bị
Lựa chọn quyền máy lưu hóa chân không đối với một ứng dụng nhất định đòi hỏi phải đánh giá một số yếu tố phụ thuộc lẫn nhau. Việc đơn giản hóa quá mức quyết định này sẽ dẫn đến thiết bị không được xác định rõ ràng và không thể đạt được chất lượng yêu cầu hoặc máy móc được thiết kế quá mức mà khả năng của chúng không bao giờ được sử dụng.
- Kích thước phần và hình học — Cấu hình phẳng hoặc đơn giản phù hợp với cấu hình máy nén; các bộ phận ba chiều phức tạp đòi hỏi khả năng ép phun; hình dạng lớn hoặc không đều cần xử lý bằng nồi hấp.
- Loại hợp chất cao su — Mỗi loại silicone, EPDM, NBR, fluoroelastomer và cao su tự nhiên đều có các yêu cầu về nhiệt độ xử lý, áp suất và độ nhạy chân không riêng biệt ảnh hưởng đến thông số kỹ thuật của máy.
- Khối lượng sản xuất — Sản xuất số lượng lớn cần đầu tư vào máy ép phun nhiều khoang với quá trình đổ khuôn tự động; công việc nguyên mẫu hoặc khối lượng thấp sẽ được phục vụ tốt hơn bởi các đơn vị nén nhỏ hơn, linh hoạt hơn.
- Độ sâu chân không và thời gian giữ — Các ứng dụng có hợp chất có độ nhớt cao hoặc công thức chứa hàm lượng khí cao yêu cầu chân không sâu hơn (gần –0,098 MPa) và thời gian giữ chân không lâu hơn trước khi bắt đầu xử lý.
- Đặc điểm đồng nhất nhiệt độ — Các bộ phận y tế và hàng không vũ trụ có dung sai chặt chẽ yêu cầu độ đồng đều nhiệt độ tấm ép từ ±1°C trở lên; các ứng dụng công nghiệp nói chung có thể chấp nhận ±3–5°C.
- Yêu cầu tự động hóa và ghi dữ liệu — Các ngành được quản lý (y tế, hàng không vũ trụ, tiếp xúc với thực phẩm) yêu cầu ghi lại toàn bộ tham số quy trình, truy xuất nguồn gốc theo lô và hồ sơ xử lý do PLC điều khiển mà không thể ghi đè thủ công trong quá trình sản xuất.
Kiểm tra quy trình toàn diện — xem xét công thức hỗn hợp, thiết kế bộ phận, yêu cầu chất lượng và khối lượng sản xuất — được thực hiện trước khi mua sắm thiết bị để tránh các lỗi thông số kỹ thuật tốn kém và đảm bảo máy được chọn cung cấp đầu ra cần thiết từ khi vận hành trở đi.