Đúc nén cao su là một trong những quy trình lâu đời nhất và được sử dụng rộng rãi nhất trong sản xuất các bộ phận cao su, và máy là trung tâm của quy trình này - máy ép nén cao su - vẫn là nền tảng của các dây chuyền sản xuất trên ô tô, hàng không vũ trụ, niêm phong công nghiệp và hàng tiêu dùng. Bất chấp sự phát triển của công nghệ ép phun và đúc chuyển, công nghệ ép nén vẫn tồn tại vì tính đơn giản, lợi thế về chi phí chế tạo và sự phù hợp với nhiều loại hợp chất cao su và hình dạng bộ phận. Hiểu cách thức hoạt động của các máy này, điểm khác biệt giữa thiết bị chất lượng cao với thiết bị trung bình và cách làm cho thông số kỹ thuật của máy phù hợp với nhu cầu sản xuất của bạn là điều cần thiết đối với các kỹ sư, người quản lý mua sắm và người vận hành nhà máy làm việc với các sản phẩm cao su lưu hóa.
Máy ép nén cao su làm gì
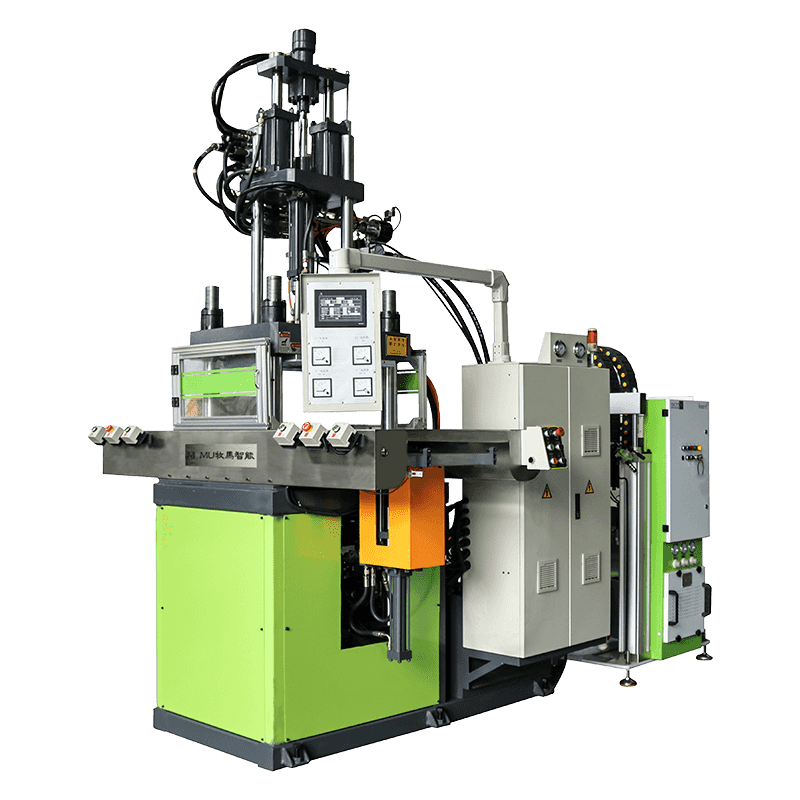
A máy ép nén cao su áp dụng nhiệt và áp suất có kiểm soát đối với lượng điện tích được đo trước của hợp chất cao su chưa được xử lý được đặt trực tiếp vào khoang khuôn mở. Khi máy đóng khuôn dưới áp suất thủy lực, cao su buộc phải phù hợp với hình dạng của khoang. Nhiệt duy trì - thường từ 150°C đến 200°C tùy thuộc vào hợp chất - kích hoạt quá trình lưu hóa, quá trình liên kết ngang hóa học biến hợp chất cao su mềm, dẻo thành bộ phận hoàn thiện bền, đàn hồi. Sau khi chu trình xử lý hoàn tất, khuôn sẽ mở ra và bộ phận được lấy ra, thường yêu cầu xả khí thủ công để cắt bớt vật liệu dư thừa đã chảy vào dây chuyền phân khuôn.
Quá trình đúc nén đặc biệt phù hợp với cao su tự nhiên, EPDM, silicone, cao su tổng hợp, nitrile (NBR) và fluoroelastomers (FKM/Viton). Nó thường được sử dụng để sản xuất con dấu, miếng đệm, vòng chữ O, bộ giảm rung, màng ngăn, ống lót và cấu hình cao su tùy chỉnh. Do khuôn mở trong quá trình tải nên quá trình đúc nén chứa cao su gia cố bằng vải, các bộ phận được liên kết bằng cao su-kim loại và chèn tự nhiên hơn so với quy trình ép phun, khiến nó trở thành phương pháp được ưa thích cho các thành phần cao su tổng hợp phức tạp.
Các thành phần cốt lõi của máy ép nén cao su
Việc hiểu các thành phần chính của máy ép nén sẽ làm rõ cả nguyên tắc hoạt động và các yếu tố chất lượng chính để đánh giá khi so sánh các mẫu máy từ các nhà sản xuất khác nhau.
Hệ thống thủy lực
Hệ thống thủy lực là trái tim tạo ra lực của máy. Một máy bơm thủy lực dẫn chất lỏng vào các xi lanh để kích hoạt trục lăn chuyển động, tạo ra lực kẹp đóng khuôn và duy trì áp suất trong suốt chu trình xử lý. Lực kẹp được đo bằng tấn và xác định trực tiếp kích thước khuôn tối đa và áp suất khoang có thể đạt được. Các loại máy có phạm vi từ loại máy để bàn nhỏ từ 10 đến 50 tấn dành cho phòng thí nghiệm và nguyên mẫu, đến máy ép sản xuất lớn trên 1.000 tấn dành cho ô tô và các bộ phận công nghiệp. Độ ổn định áp suất của hệ thống thủy lực trong quá trình xử lý là rất quan trọng - các dao động gây ra sự thay đổi kích thước ở chi tiết hoàn thiện và có thể dẫn đến sự lấp đầy không hoàn toàn hoặc các khoảng trống trong cao su.

Tấm ép nóng
Các tấm ép trên và dưới là các tấm kim loại phẳng, được mài chính xác để giữ hai nửa khuôn và truyền nhiệt vào chúng. Các tấm ép được làm nóng bên trong bằng cách sử dụng các bộ phận điện trở, hơi nước hoặc tuần hoàn dầu nóng. Sưởi ấm bằng điện phổ biến nhất trong các máy móc hiện đại do khả năng điều khiển chính xác và dễ bảo trì. Hệ thống sưởi bằng hơi nước mang lại tốc độ tăng nhiệt nhanh nhưng đòi hỏi cơ sở hạ tầng và hệ thống quản lý áp suất. Sự phân bố nhiệt độ đồng đều trên bề mặt tấm ép là một trong những chỉ số chất lượng quan trọng nhất đối với máy đúc nén - sự thay đổi nhiệt độ trên ± 3°C trên tấm ép có thể gây ra sự xử lý không đồng đều, dẫn đến các bộ phận có độ cứng, mật độ và độ chính xác kích thước không nhất quán trên khuôn.
Hệ thống điều khiển
Máy ép nén cao su hiện đại sử dụng hệ thống điều khiển dựa trên PLC (bộ điều khiển logic lập trình) với bảng điều khiển HMI (giao diện người-máy) màn hình cảm ứng cho phép người vận hành lập trình và lưu trữ các công thức xử lý - kết hợp cài đặt nhiệt độ, áp suất và thời gian cho các hợp chất cao su cụ thể và hình dạng bộ phận. Các máy tiên tiến cung cấp khả năng kiểm soát áp suất nhiều giai đoạn, thở khuôn tự động (giải phóng áp suất nhất thời được kiểm soát để cho phép không khí bị mắc kẹt và các chất dễ bay hơi thoát ra ngoài trong quá trình xử lý) và tích hợp với hệ thống dữ liệu chất lượng và giám sát sản xuất. Các máy ở cấp độ đầu vào có thể sử dụng bộ điều khiển bộ điều nhiệt và bộ điều nhiệt dựa trên rơle hoặc analog đơn giản hơn, điều này hạn chế độ chính xác và khả năng truy xuất nguồn gốc nhưng giảm chi phí.
Các thông số quy trình chính và cách chúng ảnh hưởng đến chất lượng bộ phận
Chất lượng đúc nén cao su bị chi phối bởi ba thông số quy trình phụ thuộc lẫn nhau: nhiệt độ, áp suất và thời gian. Việc thực hiện đúng những điều này cho một hợp chất cao su và thiết kế khuôn cụ thể là nền tảng của quá trình sản xuất nhất quán.
| tham số | Phạm vi điển hình | Tác dụng của quá thấp | Tác dụng của quá cao |
| Nhiệt độ | 150°C – 200°C | Chữa bệnh; phần mềm, yếu | Vượt qua; giòn, thoái hóa bề mặt |
| Áp lực | Áp suất khoang 5 – 15 MPa | Điền không đầy đủ; độ xốp; ảnh ngắn | Đèn flash quá mức; hư hỏng nấm mốc |
| Thời gian chữa bệnh | 2 – 20 phút (phụ thuộc vào hợp chất) | Chữa bệnh; độ dính; tính chất cơ học kém | Đảo ngược (tính bằng NR); lãng phí thời gian chu kỳ |
Thời gian xử lý là dành riêng cho từng hợp chất và phải được thiết lập thông qua thử nghiệm máy đo lưu biến (sử dụng các thiết bị như MDR - máy đo lưu biến khuôn chuyển động) trước khi bắt đầu sản xuất. Máy đo lưu biến tạo ra một đường cong lưu hóa cho thấy thời gian lưu hóa tối ưu (T90 - thời gian đạt 90% mô-men xoắn cực đại) ở nhiệt độ nhất định. Chạy các bộ phận ở T90 thay vì xử lý quá mức giúp giảm thời gian chu kỳ và mức tiêu thụ năng lượng mà không ảnh hưởng đến các tính chất cơ học. Nhiều cơ sở sản xuất lưu trữ dữ liệu xử lý bằng máy đo lưu biến cùng với các công thức xử lý PLC của họ để duy trì khả năng truy xuất nguồn gốc và cho phép điều chỉnh công thức nhanh chóng khi các lô nguyên liệu thô thay đổi.
Các loại máy ép khuôn cao su
Máy ép nén cao su có nhiều cấu hình kết cấu và vận hành, mỗi loại phù hợp với quy mô sản xuất và yêu cầu bộ phận khác nhau.
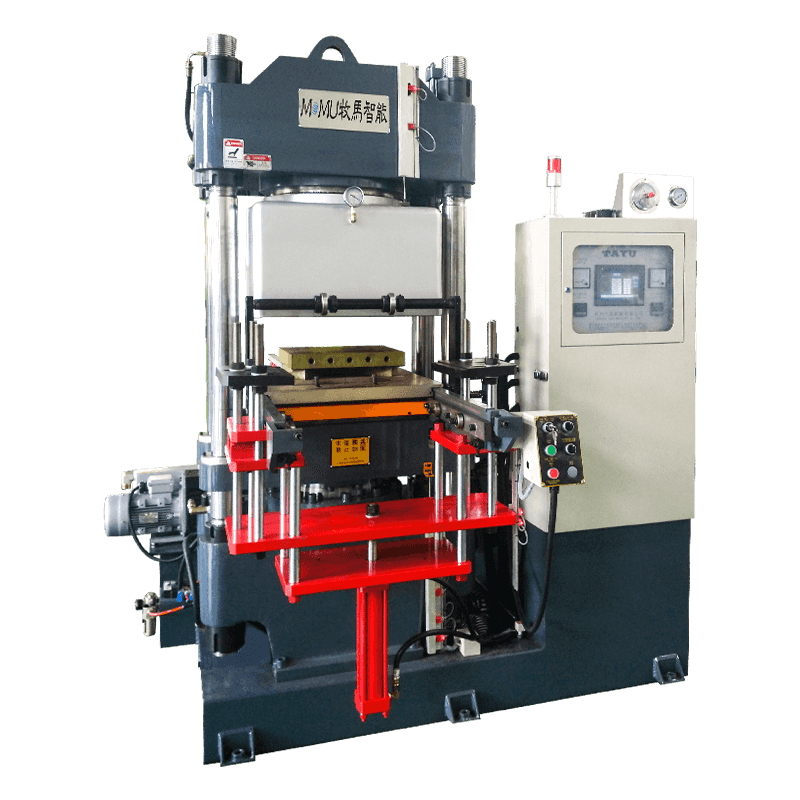
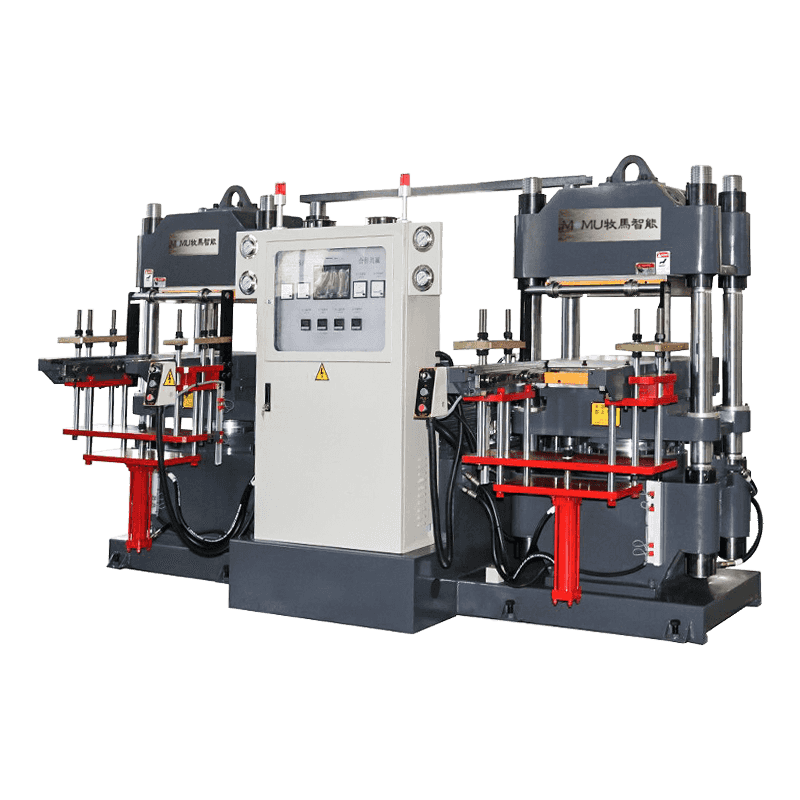
- Báo chí một ngày: Cấu hình phổ biến nhất, với một bộ trục lăn trên và dưới có thể mở và đóng chỉ bằng một thao tác. Vận hành và bảo trì đơn giản, phù hợp với hầu hết các sản phẩm cao su tiêu chuẩn. Có sẵn các kích cỡ từ mô hình phòng thí nghiệm để bàn đến máy ép công nghiệp lớn.
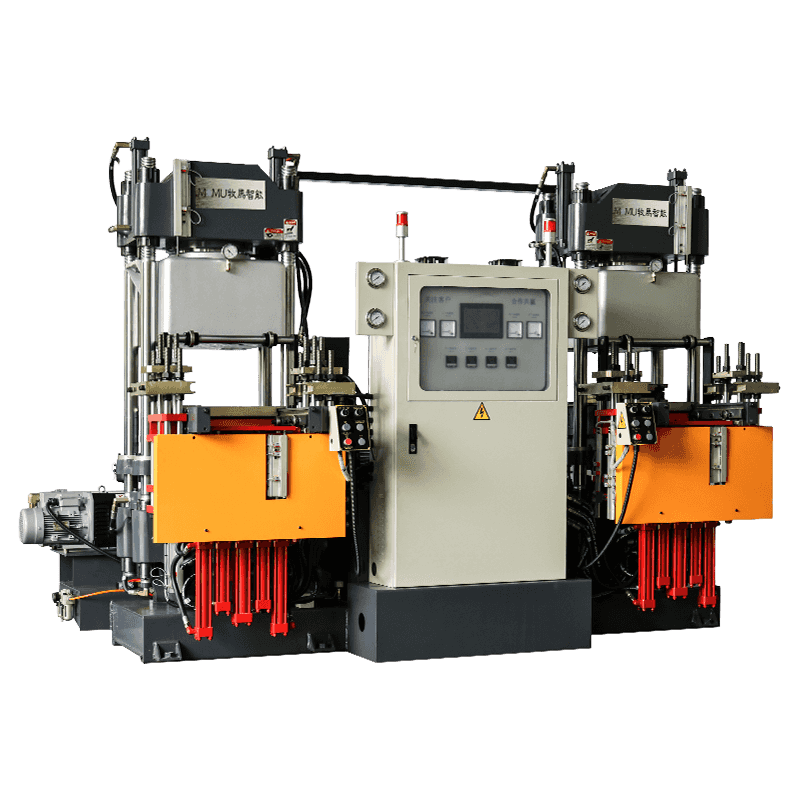
- Máy ép nhiều ngày: Có nhiều cấp độ mở khuôn (ánh sáng ban ngày) được xếp chồng lên nhau theo chiều dọc trong một khung ép duy nhất, cho phép xử lý nhiều khuôn đồng thời trong một chu kỳ ép duy nhất. Tăng đáng kể sản lượng trên mỗi dấu chân máy và được sử dụng rộng rãi trong sản xuất miếng đệm và vòng đệm khối lượng lớn.
- Máy ép bàn quay: Sử dụng một băng chuyền quay của các trạm khuôn được lập chỉ mục thông qua các vị trí nạp, ép và dỡ khuôn. Cho phép vận hành liên tục với thời gian ngừng hoạt động của người vận hành giảm giữa các chu kỳ, rất phù hợp với việc sản xuất khối lượng lớn các bộ phận từ nhỏ đến trung bình.
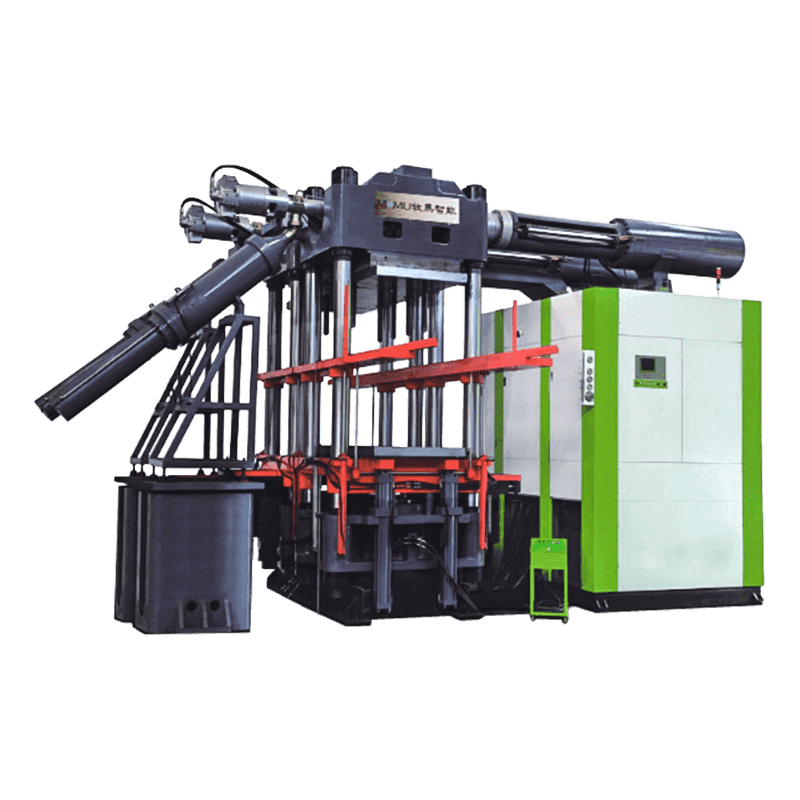
- Máy ép nén chân không: Được trang bị buồng chân không xung quanh khu vực khuôn, những máy này sẽ hút không khí ra khỏi khoang khuôn trước và trong khi đóng khuôn. Điều này ngăn không khí lọt vào cao su, điều này rất quan trọng đối với các bộ phận silicon và các ứng dụng khác mà độ xốp không được chấp nhận — chẳng hạn như thiết bị y tế, vòng đệm tiếp xúc với thực phẩm và màng ngăn hiệu suất cao.
- Máy ép thủy lực bốn cột: Sử dụng bốn cột dẫn hướng dọc xung quanh khu vực trục lăn để có độ song song chính xác trong quá trình đóng khuôn. Được ưu tiên cho các khuôn lớn hoặc có độ chính xác cao, nơi mà độ lệch hoặc lệch trục của trục lăn sẽ gây ra hiện tượng chớp sáng không đồng đều, đường phân khuôn không khớp hoặc sự thay đổi kích thước trên khuôn.
Đúc nén so với Đúc chuyển và ép phun cho cao su
Các nhà sản xuất cao su thường phải đối mặt với việc quyết định liệu nén, chuyển hay ép phun là quy trình phù hợp cho một bộ phận cụ thể. Mỗi loại đều có những ưu điểm và hạn chế rõ ràng cần được đánh giá dựa trên khối lượng sản xuất, độ phức tạp của bộ phận, loại vật liệu và ngân sách dụng cụ.
| Yếu tố | nén | Chuyển khoản | tiêm |
| Chi phí dụng cụ | Thấp | Trung bình | Cao |
| Thời gian chu kỳ | dài hơn | Trung bình | Ngắn nhất |
| Chất thải vật liệu | Trung bình (nhanh chóng) | Trung bình (nồi/rưới) | Thấp |
| Độ phức tạp một phần | Thấp to Medium | Trung bình | Cao |
| Chèn khuôn | Tuyệt vời | Tốt | Bị giới hạn |
| Sự phù hợp về khối lượng | Thấp to medium | Trung bình | Cao volume |
| Yêu cầu kỹ năng vận hành | Trung bình | Trung bình | Caoer |
Đúc nén luôn thắng về chi phí dụng cụ và tính linh hoạt của khuôn chèn, đó là lý do tại sao nó vẫn là quy trình chủ đạo để phát triển nguyên mẫu, thời gian sản xuất ngắn và các bộ phận cần liên kết kim loại hoặc vải. Đối với các ứng dụng có khối lượng rất lớn trong đó chi phí nhân công trên mỗi bộ phận trở thành yếu tố kinh tế chi phối, chu trình tự động hóa của quá trình ép phun và yêu cầu cắt ngắn tối thiểu thường biện minh cho việc đầu tư vào thiết bị và dụng cụ cao hơn.
Những điều cần đánh giá khi lựa chọn máy ép nén cao su
Việc chọn đúng máy đòi hỏi phải có sự liên kết cẩn thận giữa thông số kỹ thuật sản phẩm, khối lượng sản xuất, hợp chất cao su và môi trường hoạt động. Mua thiết bị không đủ tiêu chuẩn sẽ tạo ra nút thắt; xác định quá mức vốn lãng phí. Các tiêu chí sau đây sẽ hướng dẫn bất kỳ đánh giá nghiêm túc nào:
- Lực kẹp: Tính toán trọng tải cần thiết dựa trên áp suất khoang dự kiến (thường là 7 đến 12 MPa đối với hầu hết các hợp chất cao su) nhân với tổng diện tích dự kiến của tất cả các khoang cộng với diện tích chớp cháy trong khuôn. Luôn bao gồm giới hạn an toàn ít nhất 20% để phù hợp với sự khác biệt giữa các hợp chất và thiết kế khuôn.
- Kích thước trục lăn: Trục lăn phải đủ lớn để chứa khuôn lớn nhất của bạn với khoảng trống ở tất cả các mặt để kẹp và đồng đều nhiệt. Kích thước trục lăn tiêu chuẩn dao động từ 200 × 200 mm đối với máy ép trong phòng thí nghiệm nhỏ đến 1.200 × 1.200 mm hoặc lớn hơn đối với máy sản xuất công nghiệp.
- Độ đồng đều nhiệt độ: Yêu cầu thông số kỹ thuật về độ đồng đều nhiệt độ tấm ép của nhà sản xuất và xác minh nó một cách độc lập nếu có thể. Đối với các bộ phận bằng silicon hoặc cao su y tế có độ chính xác cao, độ đồng đều ±2°C hoặc cao hơn trên toàn bộ bề mặt trục lăn là điều cần thiết.
- Mở cửa ban ngày: Khoảng cách tối đa giữa các trục lăn mở phải phù hợp với chiều cao khuôn của bạn cộng với khoảng trống để tháo và tải bộ phận. Ánh sáng ban ngày không đủ buộc người vận hành rơi vào những vị trí khó xử, làm chậm thời gian chu kỳ và tăng rủi ro về công thái học.
- Độ phức tạp của hệ thống điều khiển: Đánh giá xem khả năng lưu trữ công thức PLC, ghi dữ liệu và giám sát từ xa có phù hợp với yêu cầu quản lý chất lượng và truy xuất nguồn gốc của bạn hay không. Các ngành như ô tô (IATF 16949) và y tế (ISO 13485) có những yêu cầu về tài liệu quy trình cụ thể mà các máy móc đơn giản hơn không thể hỗ trợ.
- Hỗ trợ sau bán hàng và sẵn có phụ tùng thay thế: Phớt thủy lực, bộ phận làm nóng và bộ phận điều khiển bị mòn theo thời gian. Xác nhận rằng nhà sản xuất hoặc nhà phân phối địa phương duy trì kho phụ tùng thay thế và có thể cung cấp hỗ trợ kỹ thuật trong thời gian phản hồi có thể chấp nhận được cho môi trường sản xuất của bạn.
Thực hành bảo trì giúp kéo dài tuổi thọ máy và bảo vệ chất lượng bộ phận
Máy ép nén cao su hoạt động trong điều kiện sản xuất phải chịu chu kỳ nhiệt liên tục, ứng suất áp suất thủy lực và nhiễm bẩn hợp chất cao su. Quy trình bảo trì có kỷ luật không phải là tùy chọn - đó là sự khác biệt giữa một chiếc máy mang lại sản lượng ổn định trong 20 năm và một chiếc máy tạo ra lỗi và thời gian ngừng hoạt động trong vòng 5 năm.
- hàng ngày: Làm sạch các bề mặt của tấm ép và các mặt phân khuôn của cặn flash và cặn hợp chất bằng cách sử dụng chất giải phóng thích hợp và các dụng cụ không mài mòn. Kiểm tra mức chất lỏng thủy lực và kiểm tra các rò rỉ có thể nhìn thấy xung quanh vòng đệm và phụ kiện xi lanh. Xác minh số đọc nhiệt độ của trục lăn bằng cặp nhiệt điện đã hiệu chuẩn.
- hàng tuần: Kiểm tra tình trạng chất lỏng thủy lực và trạng thái bộ lọc. Kiểm tra các cột dẫn hướng và độ song song của trục lăn. Xác minh rằng tất cả các khóa liên động an toàn - bao gồm các nút dừng khẩn cấp, rèm chắn sáng và van giảm áp - đều hoạt động chính xác.
- hàng tháng: Hiệu chỉnh bộ điều khiển nhiệt độ và cặp nhiệt điện dựa vào tham chiếu có thể theo dõi được. Kiểm tra điện trở của bộ phận làm nóng để xác định các bộ phận sắp hết tuổi thọ trước khi chúng ngừng sản xuất. Kiểm tra các vòng đệm xi lanh thủy lực xem có dấu hiệu bị rỉ nước không.
- Hàng năm: Thay dầu thủy lực đầy đủ và thay thế bộ lọc. Đo và hiệu chỉnh độ phẳng của trục lăn nếu cần thiết. Kiểm tra toàn bộ hệ thống điện bao gồm độ kín của thiết bị đầu cuối, điện trở cách điện và thay thế pin PLC.
Máy ép nén cao su là một khoản đầu tư vốn dài hạn mà lợi nhuận thu được phụ thuộc vào kỷ luật quy trình cũng như chất lượng máy. Việc kết hợp thông số kỹ thuật máy phù hợp với dòng sản phẩm của bạn, thiết lập các thông số quy trình chính xác cho từng hợp chất và bảo trì thiết bị theo tiêu chuẩn của nhà sản xuất là ba trụ cột của việc đúc nén cao su hiệu quả và tiết kiệm chi phí. Đối với các nhà sản xuất thực hiện đúng sự kết hợp này, đúc nén vẫn là một trong những quy trình tạo hình cao su đáng tin cậy và hiệu quả về mặt kinh tế nhất hiện có.